Как припаять олово
Как припаять олово?
Как припаять олово? — Чтоб припаять олово к алюминию, меди либо хоть какому другому металлу, необходимо выполнить ряд действий, которые мы тщательно опишем в нашей статье.
Что необходимо для пайки?
- паяльничек;
- оловянный припой;
- канифоль.
Все это можно приобрести в магазине радиолюбителя.

Как залудить паяльничек?
Перед началом работы подготовьте паяльничек особенным образом – залудите его. Если этого не создать, паяльничек не будет работать.
Возьмите ратфиль и приложите к жалу паяльничка. Точите до того времени, пока нажимало не станет плоским и блестящим. Потом опустите нажимало паяльничка в канифоль и сходу в олово. Сходу опосля этого необходимо приложить нажимало к дощечке. Цикл «напильник-канифоль-дощечка» необходимо повторить много раз, пока срез нажимала не будет поблескивать.
Пайка алюминия
Алюминий паять трудно. Для пайки нужен мощнейший паяльничек, припой употребляется, на 80% состоящий из олова и на 20% — из цинка. Припой необходимо набрать на паяльничек и перенести на пространство пая.
Можно зачистить алюминий, смазать веществом канифоли и посыпать медными опилками. Потом залудить его оловом.
Пайка меди
Обширно употребляются такие методы пайки меди:
- паяльничком;
- погружением в припой;
- в печах;
- при помощи газовой горелки.

Погружением в припой олова паяют медные трубчатые теплообменники. Для пайки идеальнее всего подходят спиртовые флюсы. Но при флюсовом методе получить герметичные соединения тяжело. Соединения, которые паяют оловянно-свинцовыми припоями, различаются теплостойкостью. Но медь образует с оловом интерметаллиды. Потому припой недозволено очень перегревать.
Крепкость паянного соединения определяется прочностью хим связи меж припоем и паяемым сплавом и прочностью соединения частиц в припое. Припой вводится меж деталями, которые нужно спаять. Чтоб сплавы крепко объединились, нужно, чтоб припой разлился по деталям. Не плохое смачивание может быть, если за ранее очистить детали от окислов. Пайкой с помощью оловяного припоя вы сможете соединить медь с хоть какими иными сплавами. При всем этом вы сможете по мере необходимости распаять соединение. Чтоб соединение было крепким, детали необходимо верно приготовить перед пайкой, удалить загрязнения и следы окислов. Медь поддается пайке весьма отлично. Она не ведет взаимодействие с кислородом бурно, это значит, что для вас не будет нужно дорогой флюс.
Как припаять без паяльничка: провод, плату, контакты
Для соединения разных сплавов и металлов нередко применяется разработка пайки. Она предугадывает внедрение специального оборудования, которое способно оказывать точечное термическое действие. При отсутствии паяльничка также быть может проведена пайка, для что используются особые инструменты, к примеру, паяльничек. Разглядим индивидуальности подобного процесса подробнее.

Внедрение самодельного нажимала
Для экономии средств почти все мастера решают сделать самодельное нажимало. Механизм работы паяльничка довольно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Сделать самодельную систему можно последующим образом:
- Требуется кусочек медного провода, который имеет поперечник около 0,5 см. В качестве нажимала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и маленький кусочек ткани (Строение тканей живых организмов изучает наука гистология), устойчивый к действию температуры.
- Один из концов кабеля изолируется. Он будет употребляться в качестве ручки. Нередко в качестве изоляционного материала применяется стеклоткань. Фиксация проводится с помощью теплостойкого клея.

Пайка без паяльничка может проводится при применении источника огня, к примеру, газовая плита. С помощью огня наконечник разогревается, опосля что необходимо коснуться припоя либо канифоля. За счет внедрения специального материала наконечник залудится и нажимало можно будет применять в качестве паяльничка.
Спаять гирлянду средствами находящимися под рукой
Нередко задачи появляются с гирляндами, которые используются для декорации дома либо ели. Из-за внедрения тонких жил они нередко перебиваются и требуется провести пайку. Посреди особенностей данной работы отметим последующие моменты:
- В большинстве случае неувязка возникает в блоке управления, потому что провода крепятся ненадежно.
- Прорыв может появиться по всей длине изделия.
- Если все источники света подключены параллельно, то выход из строя только 1-го приводит к размыканию всей цепи.
Отошедшие контакты отыскать достаточно просто, а вот обрыв лишь при применении тестера. Лишь опосля нахождения места обрыва можно приступить к пайке. Припаять без паяльничка можно последующим образом:
- В места обрыва провода следует очистить.
- Можно создать маленькую скрутку, на которую наносится паста. Она будет употребляться для распределения используемого сплава.
- Последующий шаг заключается в расплавке припоя, для что можно применять зажигалку либо свечу.
- Опосля этого пространство соединения изолируется с помощью трубки, которая также незначительно прогревается для увеличения ее пластичности.
Схожая разработка может применяться для восстановления состояния наушников. Процедура пайки не занимает много времени.
Пайка проводов без использования паяльничка
Провода подвержены обрыву. Припаять провод без паяльничка можно при учете нескольких советов:
- Для начала находится пространство обрыва и концы зачищаются.
- Опосля этого провода скручиваются меж собой для сотворения крепкого соединения.
- Пространство, которое подвергается обработке, следует незначительно разогреть. Для этого можно применять зажигалку либо иной источник тепла.
- Припой также разогревается до пластичного состояния, опосля что наносится на пространство соединения.
При работе с проводами большого сечения следует размельчить припой и посыпать его на поверхность, опосля этого разогреть поверхность свечой либо зажигалкой. В этом случае припой заполняет свободное место, за счет что обеспечивается надежный контакт. При рассмотрении того, как припаять без паяльничка следует учесть тот момент, что схожим образом можно обработать лишь провода с поперечником 2 мм.

Пайка проводов без паяльничка
Если необходимо провести пайку плоского элемента, то детали подготовительного лудятся. На момент пайки жила прижимается и посыпается стружкой избранного сплава, опосля что поверхность разогревается.
Материалы для пайки проводов без паяльничка
В целом можно сказать, что процедура пайки без внедрения специального устройства почти во всем не различается от обыкновенной. Для этого могут пригодится последующие материалы:
- Конкретно припой.
- Ограничительный элемент, который не даст металлу разливаться.
Не считая этого, необходимо уделить внимание процессу зачистки обрабатываемой поверхности. Рекомендуется ее очистить от загрязнений, опосля что обезжирить.
Индивидуальности пайки в желобе
Если необходимо провести обработку проводов с диметром до 3 мм, то возможно обойтись без паяльничка, для этого употребляются желоба. Сделать их можно из дюралевой фольги, толщина которой составляет 0,8 мм. Советы по проведению пайки в домашних критериях в это случае смотрятся последующим образом:
- Снимаются изоляционные материалы.
- Покоробленные концы следует скрутить меж собой, опосля что укладываются параллельно.
- Из фольги делается желоб, который будет обхватывать пространство соединения. Он применяется для распределения припоя. Рекомендуется применять стружку.
- Фольгированный желоб греется с помощью свечки либо зажигалки. В этом случае необходимо быть усмотрительным, потому что расплавленный сплав может вытекать и стать предпосылкой получения ожогов. При работ советуют применять плоскогубцы.
По мере необходимости припой, который вытек наружу, можно защитить наждачкой. За счет внедрения фольги значительно увеличивается степень изоляции.
Пайка посуды либо емкостей
Весьма часть возникает необходимость в проведении паки посуды и остальных емкостей. Без пригодного паяльничка провести работу можно лишь в случае, если отверстие имеет поперечник 6 мм. Посреди особенностей проводимой процедуры отметим последующие моменты:
- В качестве припоя применяется ПОС60. Этот сплав характеризуется наиболее симпатичными эксплуатационными чертами, создаваемая заплата может выдерживать существенное механическое действие.
- Участок вокруг места недостатка зачищается. Рекомендуется сделать поверхность, которая припоминает воронку.
- Обработка проводится при применении соляной кислоты. Она способна удалить все загрязнения с обрабатываемой поверхности.
- С оборотной стороны рекомендуется расположить пластинку, которая не даст вытекать припою. Опосля застывания сплава пластинка убирается.

Припой ПОС-60 1мм
Как и ранее, припой следует создать стружкой, которая заполняет отверстие. Опосля этого на проблемный участок греется с помощью лампы либо другого источника тепла.
Паяльная паста для пайки без паяльничка индивидуальности внедрения
В продаже встречается особая паста, которая может применяться в качестве припоя. Не считая этого, ее можно сделать своими руками. Посреди особенностей проводимой работы отметим последующие моменты:
- Проводится зачистка обрабатываемого участка. С всякого провода удаляется изоляция. Опосля этого необходимо провести обезжиривание, потому что на поверхности жил может остаться нагар.
- С помощью кисточки либо другого подобного инструмента наносится паста. Стоит учесть, что она обязана быть всераспространена умеренно по всей поверхности соединения. Кисточка подбирается зависимо от поперечного сечения провода.
- Участок, на который была нанесена паста, греется. Для разогрева припоя в качестве нагревателя может применяться строительный фен либо самодельно нажимало, рядовая зажигалка. Необходимо смотреть за тем, чтоб вещество не закипало, потому что это может привести к изменению его главных параметров.

Паста для пайки без паяльничка
Состав создаваемой пасты своими руками может несколько изменяться зависимо от области внедрения. Опосля действия высочайшей температуры паста становится сплошным материалом, устойчивым к механическому и иному действию.
Фольга как метод пайки
Метод пайки с внедрением фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высочайшей температуры. Из-за этого значительно увеличивается пластичность материала, опосля остывания он затвердевает.
Фольга может применяться в самых разных вариантах. Примером можно именовать повреждение платы либо соединения проводов. Посреди особенностей проводимой работы отметим последующие моменты:
- Производится обычная подготовка контактов.
- Концы скручиваются для формирования соединения. Из-за этого значительно увеличивается надежность соединения.
- Отрезается требуемое количество фольги, пространство соединения оборачивается в несколько мотков.
Опосля этого с помощью строительного фена либо другого источника тепла проводится равномерный нагрев. Поверхность фольги при действии тепла стремительно становится мягенькой и пластичной, опосля прекращения нагрева стремительно остывает и затвердевает, обеспечивая требуемую степень герметизации и крепкость.
В заключение отметим, что без паяльничка провести ювелирные работы, также пайку плат фактически нереально. Это соединено с отсутствием способности направленного действия теплом. Но, в неких вариантах паяльничек и остальные инструменты не требуются.
КАК ПРАВИЛЬНО ПАЯТЬ
Для того чтоб отлично и верно паять, необходимо знать несколько главных моментов, характеризующих процесс пайки паяльничком, при этом, индифферентно — электронным либо газовым.
Тут будет рассмотрено как паять припоем ПОС (сплав олова и свинца, зависимо от пропорций содержания этих металлов изменяется температура плавления припоя).
Припоем можно паять меж собой разные сплавы. Проще всего паять медь, латунь. Несколько труднее — сталь, пайка остальных металлов, к примеру алюминия, вероятна, но просит внедрения особых флюсов и присадок.
Давайте сходу про флюс.
Это вещество, препятствующее окислению сплава при пайке.
Самый обычной и узнаваемый флюс — сосновая канифоль. Употребляется в кусковой либо водянистой (спиртовой раствор) формах для пайки меди, латуни.
Является пассивным флюсом, другими словами лишь препятствует окислению сплава при его нагреве паяльничком, но уже имеющуюся окисную пленку удалить не может (для этого употребляются разные активные флюсы либо очевидная механическая зачистка).
Удаление оксидной пленки — процесс при пайке неотклонимый, так как расплавленный паяльничком припой должен смочить поверхность сплава, о окислы этому препятствуют равно как жир препятствует смачиванию водой хоть какой поверхности. Думаю, при рассмотрении определенных примеров Для вас все будет ясно.
КАК ПРАВИЛЬНО ПОДГОТОВИТЬ ПАЯЛЬНИК
Перед тем как паять следует верно приготовить паяльничек. Его нажимало обязано быть умеренно покрыто припоем. Смотрим фото:
 |
Так смотрится «грязное» нажимало. Верно паять таковым паяльничков очень проблемно. |
 |
С прохладного паяльничка снимаем ратфилем всю грязюка до незапятанной меди (материал нажимала паяльничка — медь). |
 |
Обязано получиться вот так. |
 |
Нагреваем паяльничек, поочередно касаясь канифоли и припоя (пару раз) добиваемся равномерного покрытия рабочей части паяльничка припоем. |
 |
Итог, достигнув которого можно паять. |
КАК ПАЯТЬ ПРОВОДА
 |
Зачищаем провод |
 |
Плотно скручиваем его жилы (для многожильных проводов). |
 |
За ранее взяв на паяльничек припоя, разогреваем канифоль, погружаем в расплав провод, умеренно распределяем паяльничком припой по поверхности проводника. |
 |
Результатом является облуженый проводник. |
 |
Если необходимо паять выводы полупроводниковых частей (транзисторов, диодов и пр.), то, во избежание перегрева кристалла пайку следует создавать стремительно, используя теплоотвод (пинцет, к примеру). |
СОЕДИНЕНИЕ ПРОВОДОВ ПАЙКОЙ
 |
Паять провода меж собой можно разными методами, к примеру, наложив за ранее залуженные провода друг на друга разогреть их паяльничком до расплавления припоя. |
 |
Это итог. |
 |
Можно за ранее скрутить зачищенные провода. |
 |
Скрутку пропаять как при лужении. К слову, во всех примерах употребляется жесткая канифоль. Если применяется водянистый флюс, то он просто наносится кисточкой на необходимое пространство. |
 |
Получится вот такое соединение. |
 |
Если Вы паяете какие или радиоэлементы без внедрения печатного монтажа, то вот несколько методов пайки их выводов. |
 |
Слева проводник за ранее накручивается на вывод светодиода, справа — паяется «внахлест». 1-ый метод надежнее, 2-ой — наиболее резвый, не считая того, по мере необходимости опции схемы, неоднократной подмены частей, он удобнее. |
 |
Это просто конечный итог. |
© 2012-2021 г. Все права защищены.
Выставленные на веб-сайте материалы имеют информационный нрав и не могут быть применены в качестве руководящих и нормативных документов
Верная пайка медных труб и электронных проводов
Если вы собрались монтировать водопровод у себя в доме, но не сможете обусловиться, какие избрать трубы, то стоит направить внимание на устройство водопровода с медными трубами. Такие трубы, в отличие от железных труб, фактически не поддаются коррозии, экологически чисты. Единственным недочетом медных труб будет то, что для высококачественного водопровода их придется паять. Можно, естественно, избрать иной вариант сборки медных труб с внедрением обжимных фитингов, но хотя таковой метод и резвее, но он еще наименее надежен и непрактичен, чем пайка.
Непрофессионалу пайка медных труб поначалу может показаться сложной задачей, но чтоб вышли совершенно герметичные соединения, фуррора домашнему мастеру поможет достигнуть маленькая практика и дельные советы.

Пространство для пайки меди
Работу по пайке медных труб легче всего делать на верстаке, тут необходимо собрать и пропаять как можно больше соединений, а позже устанавливать собранную систему на пространство. Чтоб зафиксировать трубы до конца пайки всех соединений для вас пригодятся особые подвески – трубные крепления, скобы либо хомуты для крепления. Из-за того, что в контактирующих местах будут проходить химические реакции, принципиально, чтоб подвески были тоже медными, или пластмассовыми.
Принципиально! Постоянно следует работать лишь с сухой трубой, так как вода при нагревании трубы перевоплотится в пар, который может выдуть припой из соединения и весь процесс придется повторять поначалу.
Умение паять медь понадобится для вас и при восстановлении обрывов в медных кабелях различного предназначения.
Какие материалы и инструменты для вас пригодятся для пайки
Для работ по пайке медных соединений для вас пригодятся такие инструменты:
- ножовка по металлу, а еще лучше – труборез, с ним для вас работать будет легче. Если вы не собираетесь заниматься пайкой медных труб мастерски, можно ограничиться ножовкой по металлу;
- ратфиль для зачистки труб от заусенец;
- шкурка для удаления оксидной пленки;
- кисть для нанесения флюса;
- горелка для пайки. Если не охото растрачивать излишние средства на горелку, то можно воспользоваться паяльной лампой, но все таки горелкой выполнить эту работу проще и удобнее, итог выходит качественней и привлекательнее;
- паяльничек (бытовой), если для вас необходимо паять медный провод сечением до 4 кв/мм;
- железная щетка;
И в конце концов, вспомогательные материалы, которые пригодятся для пайки:
- сами медные трубы (их метраж рассчитывают по за ранее нарисованной схеме). Учтите, что можно приобрести медные трубы с изоляцией из ПВХ, но тогда придется снимать ее в местах соединения в процессе пайки;
- фитинги под пайку для медных труб, другими словами разные угольники, муфты и тройники. Их также подбирают в согласовании со схемой грядущего водопровода, лишь не перепутайте их с обжимными фитингами;
- медный провод, к примеру, если необходимо паять проводку в доме;
- припой для пайки меди;
- многокомпонентный флюс для пайки (который имеет характеристики очищать сплав) либо кислота, если будет применяться хим травление, для удаления оксидов с железной поверхности.

Подготовка соединений для пайки
Основное условие для воплощения пайки – наличие неизменного зазора меж деталями. Потому скрепляемым поверхностям нужно придать цилиндрическую форму. Очень принципиально, чтоб детали не имели изъянов, возникающих при вырезке труб, другими словами не было заусенцев, деформации материала, неровных срезов. Избежать образования таковых изъянов можно, если созодать срезы трубы очень ровно, а позже концы зачистить ратфилем.
Показавшиеся недостатки опосля пайки устраняются ручным шаблоном, а чистку от окисной пленки, механических загрязнений делают при помощи наждачной шкурки, железной щетки, в конце чистки поверхность протирают сухой тряпкой. Таковая кропотливая чистка основания содействует прочности соединения. Любые примеси на сплаве будут мешать смачиванию поверхности соединяемых деталей, уменьшению текучести припоя. Вследствие этого припой будет распределяться по поверхности не умеренно, а это в свою очередь может неудовлетворительно влиять на свойство пайки.
Флюс и припои
Опосля чистки поверхности для спайки можно перебегать к нанесению флюса. Он представляет собой смесь слабенькой кислоты и вазелина в форме пасты, наносится на поверхности кистью, для что обмакните кисть во флюс и покройте им зачищенный конец медной трубы (если это кабель, то обрабатывается припоем лишь медная жила). Потом вставьте кисть в гнездо фитинга и обработайте внутреннюю его поверхность. Это необходимо создать для предупреждения образования окислов на сплаве перед пайкой либо во время пайки.
Во время работы с трубами и фитингами пытайтесь не касаться пальцами зачищенных поверхностей, так как жир с рук может так испачкать поверхности, что в зазор меж трубой и фитингом не будет затекать припой. Много флюса наносить не рекомендуется, потому что при нагреве он будет стекать с поверхности и повлечет за собой растекание излишков припоя по трубе и фитингу. Дальше трубу необходимо вставить в фитинг и провернуть пару раз для наиболее равномерного распределения флюса по поверхностям.
Флюс – брутальная субстанция, так как он делается на базе хлоридов алюминия либо цинка, потому излишнее количество флюса не нужно, его избытки убирают сухой ветошью.
Припои влияют на свойство и крепкость пайки, почаще всего используют сходу несколько марок припоев.
1. Для жесткой пайки в качестве флюса используют буру, которую соединяют с водой до состояния вязкой кашицы.
2. Припоями в виде проволоки поперечником 2-3 мм комфортно работать при капиллярном соединении.
3. Для воплощения мягенькой пайки употребляют припои с содержание олова и серебра.
Необходимо отметить, что в медных трубах для питьевой воды недозволено использовать свинцовые припои.
При жесткой пайке используют медно-фосфорный либо медно-фосфорный с серебром. Высочайшей пластичностью, прочностью и коррозийной устойчивостью владеют серебряные припои, они наиболее дорогие, выпускаются в форме прутков поперечником 2-3 мм, но итог таковой пайки намного лучше чем с внедрением свинца либо буры.
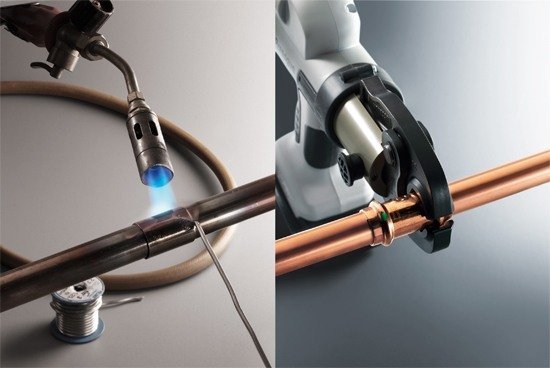
Мягенькая и жесткая пайка меди
При мягенькой пайке нагрев соединений производят горелками пропан-воздух либо пропан-бутан-воздух. Для равномерного нагрева всего соединения пятно контакта пламени с поверхностью повсевременно перемещают. Во время перемещения временами касаются прутком припоя до капиллярного зазора. При спаивании медных проводов электропаяльником, процесс приблизительно этот же, лишь заместо газовой консистенции употребляется раскаленное нажимало паяльной станции.
Во время касания прутком припоя контролируют процесс плавления, если он не происходит, нагрев продолжают. Не запамятовывайте о том, что можно перегреть некий отдельный участок соединения, потому нужно перемещать пламя. С началом плавления припоя пламя следует отвести в сторону, а припою дозволить заполнить капиллярную щель — так монтажный зазор автоматом заполнится стопроцентно вследствие капиллярного эффекта. Излишнее количество припоя не только лишь неоправданное расточительство, но оно может затечь вовнутрь соединения, что не нужно.
Твердую пайку создают газопламенным нагревом с внедрением пропан-кислорода либо ацетилен-воздуха. Спаечный шов выходит весьма крепкий, потому его можно созодать несколько меньше (уже по ширине), чем при мягенькой пайке. Этот вид пайки просит большего мастерства и опыта, по другому можно перегреть сплав, а то и допустить его разрывы.
Пламя горелки устанавливают в нейтральное положение, оно обязано быть маленький величины и иметь голубий цвет. Газовая смесь из кислорода и газообразного горючего сбалансируется таковым образом, чтоб пламя, нагревая сплав, не сплавляло мгновенно медь с заготовки. Потому, спаиваемые трубы умеренно нагревают по длине соединения и окружности до темно-вишневого цвета, но лишь не до температуры плавления сплава.
Невзирая на то, что работа с медными трубами и проводами просит аккуратности и внимания к мелочам, это отношение с лихвой окупится долговечностью вашего водопровода либо проводки. Но все таки рекомендуется пройти несколько тестов по пайке меди. Лучше, перед тем как созодать ответственные швы, испытать спаять 10-15 швов на отдельных кусочках труб либо медной проволоки. Опосля того как способности пайки выработаются, можно приступать к ответственным спаечным работам.
Непременно, опосля пайки медных труб нужно создать тестовую опрессовку контура водопровода либо отопления под давлением 3-4 атм. С проводкой тестирование места пайки проходит проще, основное чтоб не было маленьких трещинок, пор и неоднородных мест спаивания.



























