Горелка газовая для процесса пайки медных труб: виды и индивидуальности внедрения
При монтаже трубопровода принципиально обеспечить надежное сцепление частей системы. Капиллярная пайка является более всераспространенным методом соединения труб. Для выполнения работ нужен особый инструмент – труборез, фаскосниматель, расширитель, также паяльничек для медных труб. Функции крайнего может делать особая газовая горелка, время от времени строительный фен или электронный паяльничек.

Газовые горелки для пайки труб из меди бывают различных видов
Обзор способа пайки и припоя
Пайка – это получение неделимого соединения методом ввода припоя меж деталями. Припой имеет температуру плавления ниже, чем у соединяемых деталей и благодаря капиллярному эффекту умеренно распределяется по поверхности медных труб независимо от их положения. Повысить коэффициент адгезии и сделать лучше пайку дозволяет применение флюсов и зачистка соединяемых поверхностей. Различают два способа пайки медных труб:
- Низкотемпературный – употребляется для бытовых систем. Соединение происходит при пайке твердым припоем с температурой выше 450 °С, мягеньким припоем – наименее 400 °С.
- Высокотемпературный – применяется для систем со значимой перегрузкой. Плавление припоя происходит при температуре 600-900 °С.
Мягенький припой представляет собой проволоку поперечником от 2 до 3 мм, изготовленную из свинца, олова, сплавов из их, время от времени с добавлением серебра либо остальных частей. Жесткий припой производится в виде стержней. Соединение с его применением различается стойкостью к высочайшим температурам и давлению.
Для соединения труб из меди используют мягенький и жесткий припой
Всераспространены также самофлюсующиеся медно-фосфорные припои, содержащие серебро. Они различаются наиболее высочайшими деформационными чертами, жаростойкостью (до 200 °С), сохранностью для окружающей среды, усовершенствованной текучестью и не вызывают коррозию. Добавление фосфора дозволяет понизить до 750 °С температуру плавления меди, а фактически равные коэффициенты температурного расширения меди и припоя увеличивают крепкость соединения.
Оборудование для пайки
Для проведения пайки нужны:
- инструмент для труб;
- припой, использующийся для пайки;
- паяльничек (газовая горелка), расплавляющий припой.
Перед соединением проводятся предварительные работы для пайки медных труб. Инструменты выбираются исходя из наибольшего поперечника используемой трубы и вида вещества, которое будет в ней при эксплуатации.
Для разрезания изделия перпендикулярно оси употребляется труборез. Удалить заусенцы с наружных и внутренних краев для облегчения всовывания труб друг в друга можно с помощью фаскоснимателей. Они бывают в круглом корпусе и в виде карандаша. Наиболее комфортен круглый инструмент, но он дороже и ограничен поперечником трубы в 0,36 см.

Для монтажа медного трубопровода пригодится и таковой инструмент, как труборез
Конец одной трубы, в которую будет помещен конец иной, должен быть расширен при помощи труборасширителя на глубину, равную ее поперечнику.
Принципиально! Труба, которую расширяют, обязана быть мягенькая или отожженная.
Подготовка внутренней поверхности медных труб делается особыми губами либо ершиками. Наружная сторона обрабатывается щетками. Нагрев поверхности по всей площади соединения производится горелкой для пайки медных труб. На ее сопло устанавливается рефлектор для предотвращения утрат тепла и защиты близкорасположенных горючих материалов.
Виды газовых горелок
Газовые горелки для пайки медных труб – это оборудование, состоящее из:
- узла для крепления газового баллона;
- форсунки;
- приборной головки;
- устройства для регулировки подачи газа;
- редуктора.
Различные модели горелок для пайки медных труб могут оснащаться вспомогательными деталями – переходниками, наконечниками и т. д. По аспекту используемой горючей консистенции данное оборудование делится на:
- пропановые горелки для пайки медных труб;
- инструмент, использующий MAPP-газ.
По техническим способностям различают: бытовые газовые горелки (температура пламени от 1000 до 1500 °С) и промышленные (температура пламени от 1500 до 2000 °С).

Газовые горелки различаются типом потребляемого горючего и предназначением
Также можно выделить ацетилен-кислородные горелки; с баллоном для разового внедрения или на стационарной базе. Это оборудование дозволяет обеспечить высоконадежное соединение магистралей и составных частей различных систем твердым и мягеньким припоем.
Пропановая горелка бывает всепригодная и специального предназначения. Она обычно вооружена функцией пьезоэлектрического поджига, режимом экономии газа и его подачи. Горелка для пайки медных труб с внедрением MAPP-газа эффективнее, чем пропановая благодаря высочайшей энергии сжигания. Невзирая на довольно высшую температуру горения, пламя мягкое и не пережигает материал трубы.
Пайка краевых и угловых мест делается газовым паяльничком для медных труб.
Горелки с разовым и стационарным баллоном
Самое малогабаритное оборудование для пайки медных труб – газовая горелка с разовым баллоном. Для горючего можно употреблять ацетилен, пропан либо остальные консистенции газа. На ручке горелки находится вентиль, регулирующий подачу горючего. Достоинства использования такового устройства для пайки медных изделий:
- Простота: нет надобности в источнике электропитания, оборудование является комфортным в эксплуатации.
- Многофункциональность: на одну ручку подступают до 5 разных сопел.
- Мобильность: есть возможность регулировки мощности пламени, положения относительно соединения, скорости нагрева.
- Сохранность: инструмент оборудован оборотными клапанами, которые по мере необходимости заблокируют подачу газа.
- Высочайшее свойство: соединения будут крепкими и долговременными, если делать условия технологии сварки газовыми горелками.
Газовые горелки со стационарным баллоном разрешают получить качественное соединение. Их пламя способно расплавить фактически все сплавы, которые употребляются в индустрии.

Горелка с разовым баллоном — это комфортное и легкое в воззвании оборудование
Принципиально! Поперечник соединения выходит вдвое ниже, если проводить пайку медных труб твердым припоем. Горелки для данной для нас технологии можно избрать ацетилен-кислородные.
Индивидуальности выбора газовых горелок
Выбор газового оборудования для проведения пайки медных труб довольно велик. На рынке представлены почти все производители, к примеру, Rems, Rothenberger и др. Спектр цен широкий и зависит от модели.
Функции горелки подразумевают не только лишь пайку, да и резку сплава, разморозку, обработку при больших температурах, подогрев. Пропановая горелка комфортна при работах на ветру.
Инструмент выбирают по таковым чертам:
- тип горелки: инжекторная, безинжекторная;
- мощность: чем она больше, тем эффективнее работа с толстостенными трубами;
- вид газа: к примеру, пропановая, ацетиленовая. Некие горелки функциональные и могут быть применены с остальным газом. Рекомендуется получать инструмент, работающий на одном виде горючего. Пропановая горелка употребляется в главном в индустрии.
- назначение: если горелка произведена для пайки, то она не весьма годна для резки;
- материал изделий, подлежащих обработке.
Выполнение пайки медных труб просит соблюдения правил техники сохранности: надевать защитные перчатки, которые сохранят руки от ожогов; проводить работы в проветриваемом помещении с неплохой вентиляцией; перед проверкой соединения убедиться, что оно остыло.
Выбор горелки сначала зависит от целей, которые стоят перед мастером
Некие правила проведения пайки
Чистота поверхности является принципиальным условием проведения надежной пайки. Запрещено для зачистки употреблять абразивные материалы. На поверхности не должны попадать масла, грязюка, смазки и т. д., так как это будет препятствовать смачиванию, попаданию припоя в соединение. Опосля вставки одной трубы в другую должен оставаться зазор в 25-125 мкм меж внешной и внутренней стенами.
Для предотвращения попадания воздуха в шов, снятия окислов, увеличения текучести припоя, улучшения адгезии используют флюсы или пасты. Они бывают высокотемпературные (наиболее 450 °С) и низкотемпературные (до 450 °С). Флюс для пайки медных труб наносится кисточкой равномерным узким слоем.
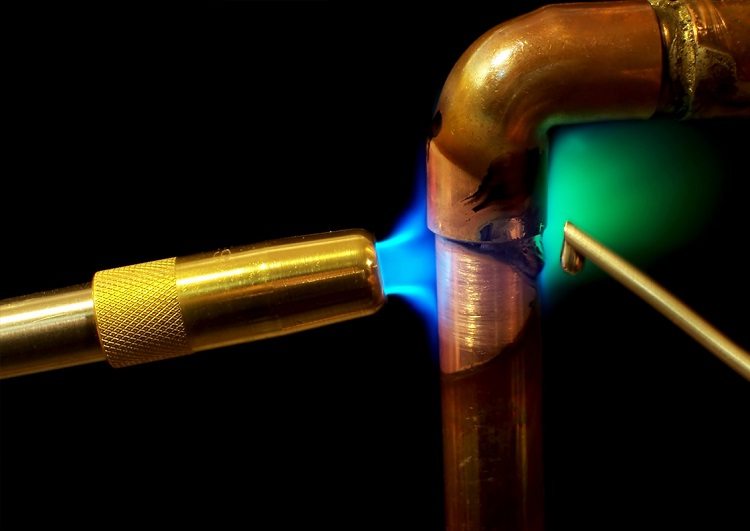
Нагрев труб проводится по всей длине и окружности соединения, распределяя теплоту умеренно. Пламя горелки следует несколько уменьшить, так как перегрев увеличивает взаимодействие припоя с сплавом, а это негативно сказывается на сроке службы соединения. Одновременное введение припоя и пламени в зону пайки приведет к неравномерному нагреву. В соединение под действием капиллярных сил попадает разогретый припой.
Принципиально! Опосля окончания процесса пайки остатки флюса следует удалить для предотвращения протечек и коррозии сплава.
Поэтапная пайка стыка труб
При пайке мягеньким припоем процесс имеет последующую последовательность:
- собирается обработанный и расширенный под раструб стык;
- на внутреннюю зону раструба и внешнюю поверхность медной трубы наносится флюс и собирается трубный узел;
- оборудованием для пайки медных труб прогревается до 300-400 °С пространство стыка. Контроль температуры прогрева происходит по цвету флюса: лишь он станет темнеть – нужно брать припой.
- раскрутив проволочный припой, его конец вносится в зону пайки. При соприкосновении с нагретой трубой он плавится, скользит по флюсу к месту шва, заполняет место меж раструбом и трубой. В процессе пайки труба поворачивается.
Во время процесса пайки на шве может создаваться наплыв из разогретой массы припоя.
Любой способ пайки имеет свои правила и индивидуальности
При высокотемпературной пайке медных труб, используя жесткий припой, процесс различается на стадии его плавления:
- собирается и обрабатывается флюсом узел стыка;
- используя нужное оборудование, система греется и помещается на жаростойкую поверхность;
- в пространство стыка раструба и трубы вводится припой, который разогревается газовой горелкой;
- труба слегка проворачивается и припой, размягченный горелкой, наматывается на следующую часть стыка до получения кругового шва.
Плотность и свойство пайки медных деталей зависит от физических черт соединения и процесса пайки. Состыковку труб при помощи газовых горелок можно проводить без помощи других; соединения завышенной прочности производятся особым оборудованием.
Горелка для пайки медных труб: виды и индивидуальности внедрения
Установка хоть какого трубопровода предполагает надежное соединение меж собой всех его составляющих. Для медных труб конструктивно различают два способа: запрессовка и пайка. Более испытанным и всераспространенным из их остается пайка, для которой нужным инвентарем является паяльничек для медных труб. Почти всегда его функции делает особая газовая горелка для пайки медных труб. Хотя можно использовать и электронный паяльничек либо строительный фен. Не обойтись мастеру и без неотклонимого набора инструментов: трубореза, фаскоснимателя, расширителя, молотка и рулетки.

Особый инструмент для пайки медных труб.
Самым пользующимся популярностью сварочным аппаратом, применяемым спецами для соединения газовых, водопроводных труб, монтажа систем кондиционирования и остывания, непременно, стала газовая горелка для медных труб. Их различает удобство использования, экономичность, сохранность, возможность регулировки силы пламени для всякого определенного вида работ.
Систематизация горелок проводится по их производительности, используемому газу и мощности. К примеру, для выполнения огромных размеров на стройках либо в ЖКХ необходимы массивные аппараты со стационарными газовыми баллонами. Для выполнения маленьких размеров подходят бытовые аппараты с разовыми баллонами. К отдельному виду относят ацитилен-кослородные газовые горелки для пайки медных труб, которые имеют некие конструкционные отличия, но также используются как в бытовом, так и в промышленном объеме при пайке жесткими припоями.

Мощность горелки определяется зависимо от того, какой припой для медных труб с какой температурой плавления будет применен. Так, для пайки жесткими припоями используют проф пост, а если пайка быть может выполнена как с мягенькими, так и с жесткими припоями, довольно полупрофессионального аппарата.
Для различного вида пайки употребляют газовые консистенции, отличающиеся по составу. На консистенции газ-воздух работают в большей степени бытовые горелки, владеющие малогабаритными размерами и маленьким весом. Они более адаптированы для использования при пайке труб маленьких поперечников. Смесь газ-кислород дозволяет проводить пайку труб из разных металлов и с хоть какими поперечниками. Она употребляется в главном в проф станциях, где баллоны закреплены стационарно.
Оборудование для пайки медных труб представлено на рынке как русскими аппаратами, к примеру, Профи-Тулс, Аллгаз, «Донмет», так и забугорными брендами Rothenberger, Kemper, Virax, Rems, Uniweld либо BernzOmatiс. Выбор большенный и приобретение необычного проф оборудования будет гарантировать надежность и свойство работы газосварочных аппаратов.
Ручные горелки для пайки медных труб.
Самыми малогабаритными аппаратами, позволяющими работать в кухне либо санузле, будут ручные горелки, снаряженные разовым баллоном с газовой консистенцией (пропаном, бутаном либо ацетиленом). Вентиль, размещающийся на ручке-держателе, предназначен для регулировки длины факела. С помощью их можно произвести нагрев труб для следующей пайки мягенькими либо жесткими припоями. Такое оборудование владеет рядом плюсов. Они мобильны и многофункциональны: разрешают регулировать мощность пламени и скорость нагрева сплава сменой сопел (в одном наборе можно приобрести сопла 5 различных размеров). Сохранность данного аппарата обеспечивает оборотный клапан, который может перекрыть подачу газа в любом направлении. Ручные горелки стопроцентно автономны и не требуют источника питания. Соблюдение технологического процесса пайки обеспечит шов хорошего свойства. Нередко на сопло таковой горелки установлен отражатель пламени, основная задачка которого – предотвращение утрат тепла, обеспечение равномерного прогрева трубы и защита окружающих предметов от случайного контакта с открытым огнем. Наличие отражателя делает вероятным проведение пайки в более недоступных местах
Из российских горелок большим спросом пользуется продукция «Донмета», предлагающего довольно широкий диапазон ручного оборудования, работающего на разных газовых консистенциях и по доступной стоимости. К примеру, горелка ГЗУ работает на пропанокислородной консистенции, выпускается несколько комплектов с различными размерами насадок. А разные модели предусмотрены для пайки жесткими и мягенькими припоями, экономично расходуя газ. Посреди привезенных из других стран горелок, работающих на бутане, пропане либо изобутане, в дешевеньком ценовом секторе можно отметить китайскую горелку KOVICA KS-1005 KIT под разовый цанговый баллон. Стоимость таковых горелок – до 1000 рублей.
Известные бренды будут стоить дороже, к примеру, горелка РОФЛЭЙМ ПЬЕЗО для низкотемпературной пайки обойдется в 3000 рублей, а пропановая горелка от Virax с пьезоподжигом – уже практически в 4000 тыщи рублей. Европейская марка Castolin дает горелки, работающие как на бутановых консистенциях, так и на МАРР газе. Обычная модель стоит от 1500 рублей, а наиболее модернизированная – с регулятором давления и клавишей фиксации пламени, со сменными соплами – от 2200 рублей.

Мощная MAPP горелка СУПЕР ФАЙЕР 3 (Ротенбергер), снаряженная пьезоподжигом и предохранительным клапаном, с различной комплектацией обойдется в 7-9 тыщ рублей. При помощи инструмента создают пайку трубных материалов, поперечник которых добивается 35 мм. Для этого употребляют мягенький припой для пайки медных труб. Жесткий припой используют для пайки труб до 28 мм.
Горелки итальянской компании Kemper, работающие на разовых баллонах, дают в наборах со сменными жалами и насадкой за 1500 рублей. Приблизительно в одной ценовой нише с ними пребывают южноамериканские горелки Bernzomatic. Чуток дороже стоят наборы паяльные газовые от тайваньского производителя, к примеру, DAYREX-22 – комфортная горелка с рабочей температурой от 400 до 1300 градусов, в дополнение к которой прилагаются несколько насадок, припой и губка.
Популярен также инструмент германской марки REMS. Выпускаются модели для высокотемпературной пайки, работающие на различных газовых консистенциях с самоподжигом и турбоподдувом. Пропановая турбо-горелка Rems Blitz обеспечивает доброкачественную мягенькую пайку труб до поперечника 35 мм, давая точечное пламя с температурой 1950ºC. Горелка Rems Macho работает на ацетилене, подступает как для мягенькой, так и для твердой пайки труб до поперечника 64 мм, температура пламени – 2500ºC. Инструмент различается качеством и экономичностью, да и стоимость у него «кусается» – от 10 до 13 тыщ рублей.
Там, где нет способности использовать газовые горелки, для пайки медных труб употребляют электронные строй фены, которые подают жаркий воздух с температурой, достаточной для плавки припоя.

Проф газосварочные посты.
Внедрение проф газосварочных постов дает очень высококачественные соединения на трубах огромного поперечника, а сами аппараты мобильны (нередко прикреплены на передвижную базу). Если установка водопроводной разводки в квартире может осуществляться при помощи ручного инструмента, то соединения, требующие завышенной прочности (газовые трубы, системы подачи хладагентов в погодных установках), нужно паять с помощью наиболее проф оборудования. Хотя пайка медных труб кондюка из-за их малого поперечника проводится ручным оборудованием, предназначенным для пайки медно-фосфорным припоем, содержащим примесь серебра.

Так, для монтажа холодильных установок используют посты, использующие смесь пропан-бутана и кислорода как более пригодные по температуре пламени. В установку заходит горелка, где смешиваются пропан-бутан и кислород, которые поступают через шланги, идущие от редукторов, закрепленных на баллонах. Баллоны обычно имеет разную расцветку и неотклонимую надпись (заглавие газа). Цены на профоборудование на порядок выше, чем на ручной инструмент. К примеру, переносная установка от Rothenberger АЛЛГАЗ 2000 PS стоит в границах 21 тыщи рублей.
Существует целая линейка аппаратов, работающих на ацетилене, но вместе с их преимуществами (высочайшая температура пламени и экономичность по сопоставлению с иными газами) имеется и несколько существенных недочетов, к примеру, высочайшая загазованность помещений при работе и возможность появления изъянов: пережог и перегрев тонких металлов.
Применение разных припоев для пайки.
Чтоб отменно выполнить пайку медных трубок, нужно верно подобрать припой с подходящей температурой плавления. Хорошей считается таковая, когда прогретый припой начинает расплавляться, соприкасаясь с поверхностью трубы.
Припой для пайки медных труб обычно имеет вид проволоки с сечением от 2 до 6 мм с температурой плавления ниже, чем у меди. Расплавляясь в пламени горелки, он заполняет место меж стенами трубок и образует радиальный крепкий шов. Зафиксированные таковым образом трубы способны выдерживать перепады давления среды, вибрации и наружные действия, сохраняя плотность стыка. В отличие от способа запрессовки, паяные соединения просто подвергаются демонтажу, довольно произвести операцию в оборотном порядке – подогреть стык и разъединить трубы. В итоге трубопровод, смонтированный способом пайки, выходит прочным, по качеству не уступающим неразборным системам, также владеет всеми преимуществами разборных.
Припои, флюсы и пасты: индивидуальности.
Спец магазины сейчас продают все для пайки медных труб: припои (легкоплавкие и тугоплавки), флюсы (водянистые либо гелеобразные) и пасты.
Выбор припоя зависит от метода пайки, размеров деталей, требований к механической прочности и коррозионной стойкости соединений и т.д.
Состав припоев различается сочетаниями компонент (олово, свинец, цинк, фосфор) и их процентным содержанием, что дозволяет избрать расходный материал с более пригодными чертами и плавкостью. Легкоплавкими числятся припои с рабочей температурой до 350°C, твердоплавкими – выше 400°C.
Пользующимся популярностью посреди мягеньких припоев является оловянно-свинцовый сплав (ПОС), который плавится уже при температуре 180°C, либо бессвинцовый, содержащий примеси серебра. Наличие серебра увеличивает текучесть припоя, адгезию и конечную пластичность шва.
Твердоплавкие припои благодаря собственной завышенной стойкости на разрыв и истирание совершенно подступают для пайки латунных, бронзовых и медных инженерных систем.
Большей популярностью посреди тугоплавких припоев пользуется медно-фосфорный (содержание фосфора – 6%). Он предназначается для соединений меди с медью, латунью либо бронзой. По аналогии с мягенькими, твёрдые припои также могут содержать в собственном составе серебро. Так, для пайки труб из меди и медных сплавов довольно 15% серебра, а вот для стыка медь-сталь нужно не наименее 35% серебра.
В сантехнике низкотемпературная пайка отыскала обширное применение. Это вызвано тем, что при данной для нас технике не происходит отжига меди и наиболее высочайшая сохранность выполнения работ своими руками. В пайке газовых магистралей, систем отопления (высочайшие температуры) либо холодильного оборудования употребляют в большей степени твердые припои из-за того, что это дозволяет паять медь без флюса и исчезает необходимость промывки труб (в особенности затруднителен таковой процесс для газовых труб).
Флюс для пайки медных труб (почаще всего в виде воды либо геля) наносят на поверхности, которые будут спаиваться до их сборки в узел. Наиболее густые по смеси флюсы носят заглавие пасты. Их внедрение предупреждает проникновение в шов пузырьков воздуха.
Используют флюсы и пасты для снятия окислов с места пайки, защиты от попадания в шов воздуха, улучшения адгезивных параметров соединения и увеличению растекаемости припоя.
Какие бывают горелки для пайки медных труб и как их употреблять
Основная задачка во время обустройства трубопровода — гарантировать надёжное соединение составляющих частей конструкции. Самым обычным и надёжным методом долговременного соединения труб является капиллярная пайка, выполняемая с помощью соответственных инструментов — паяльничка для медных труб, трубореза, фаскоснимателя и расширителя. Заместо паяльничка можно употреблять газовую горелку для пайки медных труб, а в отдельных вариантах строительный фен либо обычной паяльничек.

Методы пайки труб и виды припоев
Сущность процесса пайки заключается в скреплении частей обустраиваемой конструкции при помощи прибавления меж ними расплавленного скрепляющего вещества — припоя. Опосля остывания соединение выходит неразборным, припой для пайки меди твёрдо фиксирует детали.
Температура, при которой плавится припой, обязана быть ниже, чем соответственный параметр скрепляемых частей, причём капиллярный эффект дозволяет достигнуть равномерного укладывания припоя по всей площади соприкосновения деталей.
Добавочно для улучшения адгезии (поверхностного сцепления) частей можно употреблять флюсы и за ранее очищать поверхности.

Пайка медных трубок может осуществляться 2-мя методами:
- При низкой температуре. Способ подступает для обустройства бытовых коммуникаций. Употребляется либо твёрдый припой, разогретый выше температуры 450°С, либо мягенький — до 400°С.
- При высочайшей температуре. Нужен для обустройства систем, подвергающихся огромным перегрузкам. Температура используемого припоя добивается 600-900°С.
Мягенькие припои — это проволоки из легкоплавящихся металлов (олова, свинца, их сплавов; время от времени добавляются серебро и остальные элементы). Поперечник таковой проволоки — 2-3 мм.
Твёрдые припои представляют собой стержни, характеризуются завышенной температурой плавления и способностью выдерживать высочайшее давление во время работы системы.
Особой популярностью пользуются самофлюсующиеся припои из меди и фосфора с добавлением серебра. Такие вещества имеют усовершенствованные характеристики деформации, они довольно жароустойчивы (прямо до 200°С), текучи, не провоцируют появление коррозии соединяемых частей. Не считая того, такие соединения экологически неопасны. Благодаря присутствию в составе фосфора температура плавления меди миниатюризируется до 750°С; не считая того, эта смесь характеризуется схожими температурными коэффициентами расширения с медью, а означает, система не будет испытывать перегрузок в местах наложения швов.
Что необходимо для пайки
Перед началом работ нужно убедиться в наличии последующих устройств и веществ:
- инструменты для подготовки труб;
- флюс и припой для пайки медных труб;
- паяльничек, газовая горелка либо остальные аппараты для подготовки припоя.
На первой стадии нужно подабающим образом приготовить элементы будущей конструкции: при помощи трубореза обрезать трубы до подходящей длины, средством фаскоснимателей сделать на концах изделий ровненькие фаски без заусенцев, используя труборасширитель, подогнать поперечник одной трубы так, чтоб в неё заходила 2-ая.

Фаскосниматели производятся в форме карандашей либо круглыми. Крайний вариант удобнее, но стоит дороже, а наибольший поперечник обрабатываемой поверхности — 3,6 мм.
Перед тем, как расширять трубу, её нужно за ранее прогреть либо отжечь, по другому неминуемы бессчетные механические повреждения, угрожающие предстоящей плотности трубопровода.
Изнутри трубы чистят при помощи ёршиков либо мягеньких губок, снаружи — средством щёток.
На сопло горелки для пайки медных труб надевается рефлектор, помогающий избежать теплопотерь и не допустить воспламенения находящихся вблизи горючих соединений. Поверхность пайки нужно нагревать умеренно.
Разновидности газовых горелок
В целом, невзирая на широкий выбор горелок, они все состоят из 1-го набора базисных частей:
- приспособления для фиксации и удержания баллонов с газом;
- форсунки;
- головки устройства;
- регулятора поступления газа, позволяющего избежать перерасхода горючего либо недостающего нагревания рабочей поверхности;
- редуктора горелки.
Не считая того, зависимо от фирмы-производителя и марки изделия, горелки могут обеспечиваться доп элементами, таковыми как наконечники, переходники и остальные.

По температуре разогревания рабочей среды горелки разделяются на:
- бытовые изделия (достигается температура горения газа 1000-1500°С);
- промышленные газовые горелки (соответственный параметр — 1500-2000°С).
Зависимо от того, какая газовая смесь употребляется во время работы устройства, горелки подразделяют на:
- пропановые — самые распространённые инструменты, бывают всепригодными и специального назначения; характеризуются возможностью поджига с внедрением пьезоэлементов и экономии поступающего газа;
- использующие MAPP-газ — их отличительная изюминка — завышенная энергия сжигания газа при сохранении мягкости пламени, препятствующем повреждению трубы;
- ацетилен-кислородные — могут быть обустроены разовым газовым баллоном либо работать стационарно; употребляются при работах на магистралях.
Для соединения припоем угловых конструкций и замыкающих частей трубопровода употребляются газовые паяльнички для медных труб.
Газовые горелки со стационарными и разовыми баллонами
Более комфортны для проведения работ горелки, оснащённые разовыми съёмными газовыми баллонами. В качестве горючего для таковых горелок употребляются пропан, ацетилен и остальные газовые консистенции. Регуляция поступления газа на горение делается при помощи вращения размещенного на ручке горелки вентиля.
Плюсы горелок с разовыми баллонами:
- лёгкость переноски — горелку и баллон можно компактно уложить и перенести в хоть какое пространство;
- простота использования — с инструментов комфортно принимать нужные для работы положения тела;
- отсутствие потребности в источнике электроэнергии;
- многозадачность — на одну ручку может быть укреплять несколько различных сопел;
- возможность регулирования интенсивности пламени, как следует, скорости нагревания частей и припоя;
- сохранность работы — достигается за счёт использования оборотных клапанов, в случае необходимости перекрывающих поступление газа;
- неплохой итог пайки при соблюдении нужных критерий эксплуатации оборудования.

Недочет таковых устройств — необходимость подмены баллона опосля всякого процесса пайки.
Преимущество стационарных горелок — наиболее высочайшая температура пламени, при которой может быть расплавить большая часть металлов и сплавов и получить соединение высочайшего свойства.
При использовании горелок для пайки медных труб твердым припоем поперечник соединения можно уменьшить вдвое. Почти всегда рекомендуется для таковой пайки выбирать ацетилен-кислородные устройства.
Выбор горелки
Инструмент следует выбирать зависимо от предполагаемой сферы использования (коммерческого либо в личном порядке), внедрения (пайки изделий, разрезания, прогревания, тепловой обработки, проведения работ на ветру), предпочитаемой компании (на рынке представлены изделия узнаваемых и не весьма производителей из почти всех государств) и денежных способностей. Очевидно, чем больше стоимость, тем обычно выше свойство горелки, но для личного использования бывает довольно и не весьма драгоценного инструмента.

Свойства горелки, на которые нужно направить внимание при выбирании:
- вид горелки — с инжектором либо без него;
- мощность инструмента — чем больше, тем лучше;
- на каком горючем будет работать горелка — пропане, ацетилене и т.д.; некие горелки могут работать с несколькими видами газовых консистенций, но они наименее надёжны;
- предназначение — для пайки, резки и т.п.;
- материалы, с которыми данной для нас горелкой можно работать.
Правила пайки
Пайка медных трубок газовой горелкой — достаточно страшная и ответственная процедура, требующая соблюдения неких правил:
- Перед началом работы необходимо очистить поверхности соединяемых частей от смазки, грязищи и остальных сторонних веществ. Применять царапающие материалы для этого недозволено.
- Чтоб воздух не проникал в шов, с целью улучшения плавкости припоя и поверхностного сцепления материалов на поверхность наносят высокотемпературные либо низкотемпературные флюсы.
- Нагревать элементы конструкции необходимо умеренно, не допуская перегрева припоя и материала труб, ухудшающего соединение;
- Меж поверхностями соединяемых труб следует бросить зазор около 25-125 мкм;
- По окончании пайки флюс во избежание коррозии необходимо удалить.
Метод пайки медных труб
При использовании мягенького припоя порядок действий последующий:
- Подготавливают за ранее расширенную трубу и вторую, вставляемую в первую, стык в стык, добавочно удостоверяясь в точности работы и наличии маленького зазора меж элементами.
- На пространство соединения узким слоем при помощи кисточки наносят флюс.
- Горелкой умеренно прогревают элементы будущей конструкции до 300-400°С, ориентируясь на колер флюса: когда он меняет цвет на наиболее тёмный, можно приступать к крайней стадии и заносить припой.
- Конец проволочного припоя заводят в зону стыка изделий, он плавится и продвигается по флюсу к месту образования шва. Для равномерности наполнения припоем зазора трубы во время работы с маленькой неизменной скорость поворачиваются вокруг своей оси.
- Опосля окончания пайки готовому соединению дают остынуть, флюс убирают с поверхности изделий.


Применение твёрдого припоя проводится в таком порядке:
- Собирается, как и в первом случае, стык труб, опосля чего же обрабатывается флюсом.
- Соединяемый узел прогревается и устанавливается на жаропрочную поверхность.
- На пространство крепления наносится подогреваемый грелкой припой. Его тоже необходимо наносить умеренно, избегая перегревания конструкции.
- Соединение поворачивается вокруг оси для равномерного наполнения припоем шва.
- Спаянное соединение оставляется на месте до остывания, опосля чего же остатки флюса удаляются.
Очень принципиально соблюдать на всём протяжении работы технику сохранности: употреблять защитные рукавицы, очки и остальные элементы, не проводить работы с горелкой поблизости легковоспламеняющихся веществ.
Процесс пайки труб в целом несложен, его можно проводить как с ролью профессионалов, так и без помощи других.
Какие горелки лучше для пайки медных труб: по виду горючего, по техническим способностям
Самым известным методом соединения медных труб является капиллярная пайка. Для реализации этого способа нужен набор специального инструмента. Если в кустарных критериях труборез можно поменять ножовкой по сплаву, то заместо горелки для пайки медных труб мастера время от времени используют электронный паяльничек.
Хотя этот инструмент наименее всераспространен по сопоставлению с приспособлением, использующим в качестве горючего газовоздушную смесь для получения узконаправленного пламени. Ведь конкретно с его помощью греются медные детали, и плавится припой при соединении отдельных частей трубопроводных систем.
Конструктивные отличия
Новейшие модели газовых устройств, использующиеся для монтажа медных труб, различаются обмысленной конструкцией. Производители выпускают разборное оборудование маленького веса. Потому приборы комфортно использовать и перевозить.

Газовая горелка для пайки медных труб
Аппараты помещаются, к примеру, в слесарный ящик либо сумку сантехника. Горелки для пайки медных труб состоят из последующих частей:
- Форсунки, где газ смешивается с воздушной средой.
- Головки горелки.
- Устройства, для регулировки поступления газовой консистенции. Благодаря этому узлу исключается перерасход горючего.
- Редуктора, снижающего давление газообразной консистенции, поступающей из баллона и настраивающим режим пайки.
- Узла, выполняющего прямое закрепление и удерживание баллона либо шлангового перехода для подключения к емкости с топливом.
Производители выпускают модели, которые добавочно оборудуются зажигательным элементом — пьезоподжигом. Который стремительно разжигает пламя одним прикосновением руки. Потому эксплуатация производится просто.
Выполняются также модели с иными доп элементами. К ним относятся наконечники и переходники. Газовые горелки еще могут иметь крутящееся либо копьевидное сопло. Таковой конструктивный элемент в неких моделях можно поменять.
Это дозволяет работать с пламенем, которое будет иметь требуемые характеристики (скорость поступающего газа, длина факела). Комплектация зависит от определенного производителя и марки оборудования.
Главные виды
Производители выпускают огромное количество газовых приспособлений для пайки меди. Они различаются рабочей температурой:
- устройства бытового предназначения, способные создавать температуру до 1500°C;
- проф приборы, у каких малый параметр разогрева составляет 1500°C, а наибольшее значение — превосходит 2000°C.
Газовые горелки для пайки медных труб выпускаются с различными типами узлов, позволяющих подключать разовые либо перезаправляемые емкости с топливом. Эти части устройства могут иметь резьбовое и цанговое выполнение. Выполняются также аппараты, к которым баллоны подключается методом прокалывания.
Приборы для пайки меди со стационарными и съемными баллонами
Горелки для выполнения соединения труб из меди выпускаются не только лишь с разовыми баллонами, подключаемыми конкретно к устройствам. Производители изготавливают еще устройства со стационарными топливными емкостями.

Газовая горелка на баллончик
Съемные разовые баллоны — более удачный вариант. Вентиль на ручки газовой горелки дозволяет регулировать количество поступающего горючего.
К преимуществам аппаратов с разовыми герметичными баллонами относятся последующие плюсы:
- Легкая перевозка.
- Легкий процесс использования, потому что система устройства дозволяет занимать хоть какое комфортное положение во время работы.
- Возможность подключать к ручке разные сопла.
- Не нужно подключаться к сети электронной энергии.
- Высочайшая степень сохранности, поэтому что есть оборотные клапаны, которые способны перекрывать газ при появлении нештатных ситуаций.
- Предоставляется возможность делать регулировку интенсивности пламени, что дозволяет изменять скорость нагрева медных деталей и расходного материала в виде припоя.
- Имеется возможность получить швы неплохого свойства, если производятся все условия использования аппарата.
Устройства с разовыми баллонами также имеют недочеты. Самым значимым минусом таковых устройств является небольшой размер баллона с газовой консистенцией. Потому приходится нередко брать новейшие емкости при выполнении огромного количества соединений.
Газовые горелки со стационарными баллонами различаются возможностью сотворения пламени, имеющего высшую температуру. Это дозволяет употреблять в работе тугоплавкие припои, швы выходит наиболее высококачественные.
Разновидности по типу горючего
Применяемая газовая смесь влияет на конструктивные индивидуальности оборудования. Для пайки медных деталей применяется пропан, газокислородное вещество и MAPP-газ. Существует также мультитопливо, но оно не применяется в устройствах для пайки медных частей трубопроводов.
Пропановые горелки
Приспособление, использующее пропан, дозволяет отлично разогревать, плавить, паять медь. Инструмент используют при работе с сплавом, у которого толщина от 2 до 9 мм. Корпус изделия создается из латуни. Для производства сопла применяется высокотемпературный сплав. Почаще всего — это нержавейка.

Пропановая горелка для пайки медных труб
В пропановых горелках регулировка пламени почти всегда производится ручным способом. Для этого употребляется редуктор. Он размещен на патрубке рядом с соплом.
Пламя пропанового инструмента имеет температуру минимум 1300°C. Потому паяльное приспособление обширно применяется на практике.
Газокислородные горелки
Такие аппараты употребляют в качестве горючего смесь кислорода с газообразным веществом. И оснащаются особым редуктором, позволяющим подавать отдельные составляющие газокислородного вещества, у каких однообразное давление.
Конструктивные индивидуальности газокислородного оборудования разрешают работать при помощи размеренного и прямонаправленного пламени. Потому швы меж элементами из меди получаются высочайшего свойства.

Горелка для пайки медных труб твердым припоем
Приборы работают с различными видами газообразного горючего. Благодаря таковой индивидуальности можно употреблять в работе пламя с разной температурой. Пайка при помощи ацетилена дозволяет подогреть деталь до 3260°C.
Если же применить бутан, значение температуры составит 2760°C. При использовании водорода и пропана рабочий параметр будет равен соответственно 2680°C и 2640°C.
Под МАПП газ для пайки медных труб
Этот тип оборудования различается завышенной термический мощностью. Потому газовые горелки с питанием МАПП газом обширно используются для обработки различных металлов, включая медь. При помощи пламени, образующегося из консистенции, в состав которой заходит несколько компонент, можно делать последующие операции:
- прогрев;
- плавку;
- отжиг;
- пайку.
Газовое горючее под заглавием «Метилацетилен-Пропадиен-Пропан» сформировывает высокотемпературное пламя с неплохой интенсивностью и формой.
МАП газовые горелки для пайки медных труб делают термический поток, у которого температура составляет 2400°C. Потому температурная эффективность лучше, чем у пропанового аппарата.
Какую газовую горелку избрать
Инструмент для пайки меди продается на рынке в большенном количестве. Крайние модели приспособлений делаются только по новым технологиям. Потому подобрать газовый нагреватель непрофессионалу достаточно тяжело.
Перед покупкой рекомендуется найти условия эксплуатации аппарата. Если этого нереально создать, выбор следует приостановить на всепригодной модели. Рекомендуется также принимать во внимание последующие аспекты:
- Тип применяемого газообразного горючего.
- Мощность аппарата, подбираемая зависимо от толщины стен и поперечника труб.
- Сферу внедрения, поэтому что устройство для пайки медных частей не постоянно можно употреблять для резки сплава.
- Материалы, которые можно обрабатывать избранным приспособлением.
При покупке также необходимо учесть вес. Одним из хорошим является устройство массой приблизительно 400 г. Непрофессионалу рекомендуется модель, в комплекте которой находятся наконечники обычного, циклонного и супер циклонного типа. Эти детали дозволят делать пайку разной конфигурации.
Выводы и видео по теме
Для разовых работ в квартире либо особняке лучше избрать дешевое оборудование. Устройство даже можно взять у знакомых либо напрокат. При отсутствии таковой способности может выручить строительный фен. Он способен разогреть струю воздуха до требуемой температуры, чтоб расплавить мягенький припой.
Если нагреватель планируется употребляться в проф целях, рекомендуется избрать массивное оборудование. В этом случае лучше приобрести аппарат, выпущенный известным производителем.



























