Как паять латунь: советы мастера
Пайка латуни, стали, меди и цветных металлов: проволока с флюсом, оловом.
Устройство газовой горелки
Система газовой горелки может значительно различаться. Все зависит от особенностей определенной модели. К особенностям создаваемой конструкции можно отнести нижеприведенные моменты:
- Принципиальным моментом назовем то, каким образом крепится баллон. В неких вариантах он съемный, в остальных разовый либо стационарный. От этого почти во всем зависят индивидуальности внедрения устройства.
- Во время работы пылает конкретно газ. Подается он под давлением из баллона. Горючее быть может представлено бутановой, газовой и пропановой консистенцией.
- Газ подается в сопло и поджигается. В итоге создается поток огня, который нагревает материал до требуемой температуры. Температура пламени может регулироваться, для чего же меняется количество подаваемого газа.
- Пламя газовой горелки обжигает материал, за счет чего же он становится наиболее мягеньким. Различный газ применяется для нагрева поверхности для разной температуры.
- Некие варианты выполнения горелок имеют систему, за счет которой длина пламени регулируется для обеспечения более подходящих критерий работы. Регулировка проводится довольно просто: при постоянном давлении изменяется поперечник отверстия сопла, за счет чего же газ выкидывается на различное расстояние и изменяется длина пламени.

Устройство газовой горелки
На нынешний денек достаточно огромное распространение получила самодельная газовая горелка. Это соединено с тем, что система ординарна, заморочек с ее созданием, обычно, не возникает.
В чем индивидуальности технологии?

Этот способ получения неразъемных соединений не так популярен, как сварка. Причина — наиболее маленький показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, именуемого припоем. Самое основное отличие пайки — температура плавления, которая обязана быть ниже, чем у соединяемых частей. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное действие на спаиваемую поверхность сделало пайку неподменной, а в неких вариантах единственно вероятной: к примеру, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — основное преимущество таковой технологической операции, потому что она дозволяет работать с самыми мелкими элементами, не боясь за их деформацию либо изменение структуры.
Пайка в особенности животрепещуща в электронике, где приходится работать с маленькими, весьма хрупкими микросхемами, и электрике, когда возникает необходимость в соединении или наращивании проводников.
Достоинства
- Это один из более крепких припоев, который дает соединение высочайшего свойства;
- Температурная стойкость намного превосходит этот параметр в остальных марках;
- Может употребляться для ответственных соединений на уровне обычной сварки.
Приобрести припоиЛатунный в Москве может быть несколькими методами:
- Позвонить на региональный номер в городке Москва +7 (499) 704-23-60;
- При помощи бесплатного звонка по номеру жаркой полосы: 8-800-511-82-38 действующему по всей местности РФ (Российская Федерация — государство в Восточной Европе и Северной Азии, наша Родина);
- Выслать заявку в электрическом виде на msk@snabtechmet.ru или посетив кабинет отдела продаж по адресу: 1115241, г. Москва, ул. Электродная 4Б с1 кабинет 314
- Пользоваться формой оборотной связи и получить консультацию наших профессионалов.
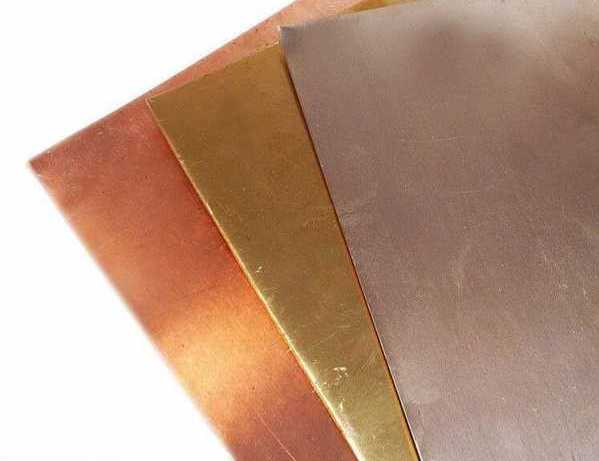
Систематизация латунных сплавов

Латунь бывает двойной или многокомпонентной. В первом случае в состав заходит лишь медь и цинк, повышающий твердость сплава. В роли остальных компонент, улучшающих его физические, хим свойства, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и остальные элементы. По данной для нас причине нужно заблаговременно буквально выяснить состав латуни, это поможет найти метод, также специфику пайки.
Латунь классифицируется по хим составу:
- Двухкомпонентная (двойная, обычная). Она состоит лишь из меди и цинка. Процентное соотношение этих компонент быть может разным. Эти составы маркируются буковкой «Л» и числом, постоянно указывающим количество меди. К примеру, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество мало — около 0,2%.
- Многокомпонентная (особая). Эта латунь имеет огромное количество ингредиентов, повышающих коррозионную стойкость сплава, его крепкость, твердость. Его маркируют по-другому: к буковке «Л» добавляют еще одну, означающую легирующий элемент, возникает еще одна цифра — процентное содержание легирующего сплава. К примеру, ЛА77-2 — латунь дюралевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы именуют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовка разных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из их создают болты, гайки, детали каров, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали устройств, подшипники, штуцера гидросистемы каров).
По процентному содержания цинка латуни делят на:
- Красноватую (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы безупречны для ювелирных украшений, статуэток и схожих художественных изделий.
- Желтоватую, тут процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим действиям. Потому детали, сделанные из этого сплава, обширно употребляют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют долгий срок службы, но это справедливо только в том случае, если не нарушаются их правила эксплуатации.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях нужно учесть:
- При спайке нужно учесть неоднородную структуру сплава. Наличие примесей различных компонент, обязует к более кропотливому подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий из себя цельнолитой объект, либо деформируемый, почаще всего встречающийся в виде проволоки, либо отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни находится окисная пленка, требующая верного выбора флюса, который должен содержать наиболее активные составляющие и быть способен к растворению покрытия. В связи с сиим традиционный флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Более целенаправлено употреблять флюс, содержащий, например хлористый цинк;
- Под действием больших температурных режимов, сплав латуни начинает интенсивно выделять цинк, что приводит к пористости шва.
Флюсы для пайки латуни
Таковой флюс для пайки латуни можно приобрести как в готовом виде, так и создать своими руками. Для самостоятельного производства флюса будет нужно борная кислота, порошок буры и рядовая вода.
При всем этом борная кислота смешивается с бурой (один к одному), а потом в состав добавляется вода, из расчета 5 мг, на любой гр порошка.
Что все-таки касается уже готовых вариантов флюса для пайки латуни, то сейчас обширно используются:
- Готовый флюс Бура, специально созданный для высокотемпературной пайки деталей;
- Флюсы марок ПВ-209 и ПВ-209Х;
- Пылеобразный флюс Chemet FLISIL-NS-Pulver и пастообразный флюс Chemet FLISIL-NS-Paste.
Продажа горелок для пайки с разовыми баллонами: почему стоит обратиться конкретно к нам
Компания «Реал-Тул» производит продажу и сервис инструмента и оборудования для экспертов. В нашем ассортименте представлены сотки наименований продукции узнаваемых глобальных брендов, приобрести которые можно по легкодоступным ценам и на комфортных вам условиях (понятный интерфейс, различные методы оплаты, оперативная обработка заказа). Доставку заказов мы доверяем транспортным компаниям – отправляем покупки в хоть какой регион Рф. Продукт прибудет к для вас в кратчайший срок! Его сохранность в пути обещана.
Мы работаем лишь с надежными производителями, которые отвечают за свойство собственной продукции.
На отдельные виды продуктов мы временами устанавливаем скидки и устраиваем акции. Смотрите за обновлениями на веб-сайте компании «Реал-Тул», и вы можете приобрести высококачественное оборудование либо расходники для него по стоимости ниже среднерыночной!
Достоинства работы с нами
Оперативность
Бесплатная доставка до транспортной компании (ТК)
Квалифицированные спецы
Гарантия на оборудование
Комфортная система оплаты
Наличие ассортимента
Стремительная доставка
Подготовка
Приступая к работе, нужно как надо очистить пространство соединения от загрязнений. Для этого можно употреблять самые различные инструменты – железные щётки, особые насадки, ратфили либо наждачку. Опосля этого обработанный сплав нужно обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и получится выполнить, не будет владеть достаточной прочностью.
Спаиваемые детали нужно уложить на термоизолирующую подкладку. Удивительно, но почти все источники до сего времени советуют для этих целей общепризнанный канцерогеном листовой асбест. Непременно, что стоит подыскать ему не наносящую вред здоровью подмену. К примеру, на базе стекловолокна либо углепластика.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Пространство спаивания кропотливо очищается от загрязнений и обрабатывается флюсом.
- На приготовленное пространство проведения работы выкладывается припоечная стружка.
- Под серьезным контролем уровня прогрева, не допускающим деформации деталей, делается фактически нагревание.
- Окончание работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
Изготовление своими руками
Почти все мастера предпочитают готовить припой своими руками в домашних условиях. Идеальнее всего себя зарекомендовала смесь из 2-ух частей серебра и одной части меди.
Опосля проведения замеров, сплав расплавляют в тигле и методом перемешивания достигают получения однородной массы. Остывание проходит в прохладной воде.
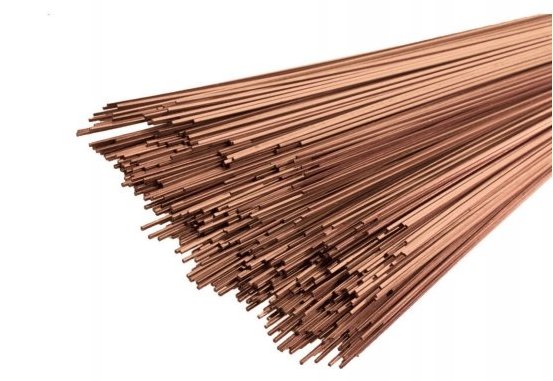
Готовому припою придается подходящая форма, опосля чего же создают зачистку при помощи большого ратфиля.
[stextbox размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.[/stextbox]
Как паять латунь: как избрать флюс, припой и пригодный инструмент
Сплав меди с цинком, узнаваемый с давнешних времен, обширно применяется и в наше время. Латунь владеет высочайшей прочностью, стойка к коррозии, пластична. Благодаря таковым свойствам из нее изготавливают детали устройств, элементы конструкций, принужденных повсевременно контактировать с брутальными средами. Невзирая на надежность материала, в латунных изделиях время от времени возникают различные недостатки, требующие ремонта, — изломы, отверстия, трещинкы. Одним из методов восстановления частей является пайка. Процесс этот не различается большенный сложностью, но имеет свои индивидуальности, потому очень принципиально знать, как паять латунь. Знакомство с технологией пайки дозволит удачно проводить такие работы даже в домашних условиях.
В чем индивидуальности технологии?
Этот способ получения неразъемных соединений не так популярен, как сварка. Причина — наиболее маленький показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, именуемого припоем. Самое основное отличие пайки — температура плавления, которая обязана быть ниже, чем у соединяемых частей. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное действие на спаиваемую поверхность сделало пайку неподменной, а в неких вариантах единственно вероятной: к примеру, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — основное преимущество таковой технологической операции, потому что она дозволяет работать с самыми мелкими элементами, не боясь за их деформацию либо изменение структуры.
Пайка в особенности животрепещуща в электронике, где приходится работать с маленькими, весьма хрупкими микросхемами, и электрике, когда возникает необходимость в соединении или наращивании проводников.
Систематизация латунных сплавов
Латунь бывает двойной или многокомпонентной. В первом случае в состав заходит лишь медь и цинк, повышающий твердость сплава. В роли остальных компонент, улучшающих его физические, хим свойства, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и остальные элементы. По данной для нас причине нужно заблаговременно буквально выяснить состав латуни, это поможет найти метод, также специфику пайки.
Латунь классифицируется по хим составу:
- Двухкомпонентная (двойная, обычная). Она состоит лишь из меди и цинка. Процентное соотношение этих компонент быть может разным. Эти составы маркируются буковкой «Л» и числом, постоянно указывающим количество меди. К примеру, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество мало — около 0,2%.
- Многокомпонентная (особая). Эта латунь имеет огромное количество ингредиентов, повышающих коррозионную стойкость сплава, его крепкость, твердость. Его маркируют по-другому: к буковке «Л» добавляют еще одну, означающую легирующий элемент, возникает еще одна цифра — процентное содержание легирующего сплава. К примеру, ЛА77-2 — латунь дюралевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы именуют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовка разных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из их создают болты, гайки, детали каров, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали устройств, подшипники, штуцера гидросистемы каров).
По процентному содержания цинка латуни делят на:
- Красноватую (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы безупречны для ювелирных украшений, статуэток и схожих художественных изделий.
- Желтоватую, тут процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим действиям. Потому детали, сделанные из этого сплава, обширно употребляют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют долгий срок службы, но это справедливо только в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без усилий сваривать детали либо изделия из латуни, но они не различаются простотой, обещают осязаемые издержки, требуют от мастера определенных способностей работы. Пайка — кандидатура, которая проще технологически, а означает, этот вариант подступает и для домашнего мастера, потому что нет необходимости в высочайшей квалификации исполнителя.

Если содержание цинка в сплаве не очень высоко, то на пути к цели не возникает неодолимых препятствий: совладать с поставленной задачей дозволяет обычная пайка с внедрением обыкновенной канифоли. Когда процентное содержание данного сплава в латуни превосходит цифру 15, нужны особые флюсы.
Причина — мощное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить достаточно трудно. Потому без особых припоев и нейтрализующих флюсов безупречного результата достигнуть не получится.
Выбор хороших материалов
До этого чем находить лучший вариант для пайки латуни, нужно установить ее марку. Лишь в этом случае можно гарантировать приемлемый итог операции.
Выбор пригодного припоя
Это материал, обычно сплав, которым спаивают элементы. Основная его изюминка — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Обычные примеры сплава — олово со свинцом, незапятнанное олово. Но свойство, механическая крепкость такового сцепления и наружный вид весьма далеки от эталона. Предпосылки низкого свойства — поры, появляющиеся в итоге испарения цинка. Чтоб обеспечить надежный контакт, температура плавления материала должна быть существенно ниже латунной, а припой должен владеть хорошей адгезией с сиим сплавом.
- Для пайки латуни, содержащей огромное количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, потому что в итоге присадки цинка понижается температура плавления данных сплавов. К примеру, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таковых же сплавов можно воспользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы подобные припои, но не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но владеют неплохой электропроводностью. Если механические и вибрационные перегрузки будут значительны, то лучше приобрести припои с серебром.
- Если нужно гарантировать необыкновенную крепкость, то выбирают твердые медные сплавы: к примеру, всепригодный L-CuP6.

Крайняя марка припоя имеет спектр температур — 710-880. Она создана для работы с бронзой, красноватой бронзой, латунью, также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных либо фосфорных припоев нужно учесть, что латунь активно растворяется, потому время обработки (нагрева и пайки) нужно уменьшить.
Флюсы: самодельные либо готовые
Флюсы очищают поверхность металлов от жира, также предупреждают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди довольно одной только канифоли, но для латуни уже нужно наиболее брутальное средство. Самый обычной вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, позже остужают. Но наилучшими чертами владеют «мастера» — покупные составы.
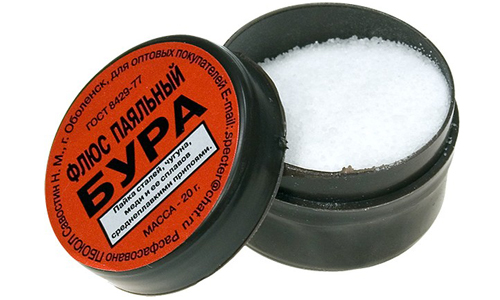
- Флюс Бура. Он известен весьма издавна, но с того времени не растерял собственных поклонников. Причина популярности — его высококачественная работа.
- Не наименее эффективны остальные марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Пользующиеся популярностью завезенные из других стран марки — германские порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует огромное количество флюсов, предназначенных и для пайки латуни — как привезенных из других стран, так и российских, потому с выбором заморочек не возникнет.
Два способа пайки латуни
Как уже было увидено, наибольшая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) совладать не в состоянии.
Внедрение паяльничка

Для пайки этого сплава нужен мощнейший аппарат — как минимум 500 Вт, максимум — 1000 Вт. Соединено это требование с высочайшей температурой плавления — как сплава, так и припоев. Но исключения есть: это латунные сплавы, имеющие наиболее низкую температуру плавления (большенный процент меди). Наилучший вариант — паяльная станция, дающая возможность регулировать нагрев нажимала паяльничка. Лучший параметр — 350°. Это оборудование дозволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно употреблять инструмент умеренной мощности — 100 Вт. В роли флюса употребляют ортофосфорную или паяльную кислоту: перед пайкой поверхности латунных изделий кропотливо обрабатывают. В качестве припоя употребляют ПОС-60 (олово-свинец).
Пайка при помощи горелки
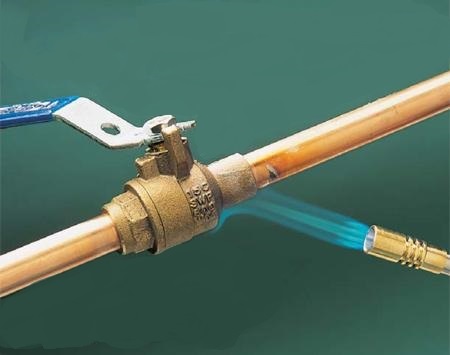
Эту же задачку можно решить, используя не очень огромную горелку. Но в этом случае есть основное требование к рабочей поверхности: латунную деталь необходимо поместить на жаропрочный материал. К примеру, на маленькую асбестовую пластинку, в стальное ведро с маленькой галькой. Соединяемые детали совмещают меж собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают маленьким количеством стружки из серебряного припоя, потом в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Поначалу участок нагревают слегка: так, чтоб припой мог схватиться с поверхностями сплавов. 2-ой шаг — разогревание зоны до возникновения красноты, во время него припой умеренно разливается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.

Горелку выключают. Опосля остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: поначалу изделие на пару минут погружают в жаркий раствор серной кислоты (3%), потом помещают под проточную воду.
Эти способы различаются от обычного соединения остальных частей при помощи олова, потому что паять латунь не так просто. Наилучший итог гарантирует внедрение газовой горелки. Если делать все этапы операции корректно, то можно получить высококачественные и надежные изделия.
Этому актуальному вопросцу посвящено последующее видео:
Как своими руками паять латунь
Видео по теме «Пайка медных труб своими руками. Как паять медные и латунные трубы»
Паять латунь можно не только лишь в промышленном производстве, да и в домашних условиях. Таковым образом можно изготавливать самые различные вещи (разные декорации и технические приспособления). При всем этом нужно воспользоваться пайкой, соединять провода и детали из сплава. И вот тут как раз нужно уметь верно паять латунь.

Для действенной и надежной пайки латуни в домашних условиях нужно употреблять газовую горелку.
Для того чтоб таковой процесс был завершен с наибольшей эффективностью, нужно последующее:
Видео по теме «Как припаять сталь и латунь»
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Быть может применена бронза.
Как осуществляется процесс пайки такового материала, как латунь?
Для действенной пайки латуни обычная оловянная пайка не подступает. Дело в том, что таковая пайка в большинстве случаев оставляет довольно приметный след. Ну и таковой показатель, как крепкость, тут не на высоте. Для пайки латуни целесообразнее всего употреблять другой метод, который различается завышенной надежностью. Для действенной и надежной спайки деталей из латуни нужно употреблять газовую горелку.
Видео по теме «урок как сделать припой латуни и буры с помощтью резака»

Материалы и инструменты для пайки латуни.
Видео по теме «Безмотыльные мормышки ("чёртики" и "уралочки") из меди,свинца и латуни. Изготовление»
Что касается припоя из латуни, то нужно употреблять одну часть меди и две части серебра, все это обязано быть кропотливо перемешано и сплавлено вкупе средством газовой горелки в графитовом тигеле. Тигель нужно опустить в прохладную воду, опосля чего же извлекается припой, который уже расплавлен и застыл. Опосля этого его нужно расплющить, позже нарезается либо натачивается стружка из припоя, в этом плане целенаправлено пользоваться большим ратфилем.
Видео по теме «как запаять канистру»
Сейчас нужно взять 20 г порошка буры и такое же количество борной кислоты, из всего этого делается флюс. Опосля этого приобретенная порошковая смесь обязана быть залита 250 мл воды.
Детали латуни, которые нужно спаять, следует аккуратненько положить на основание, изготовленное из асбеста. Сейчас все это соединение деталей обязано быть посыпано кусками припоя, которые за ранее нужно заточить. А опосля этого установилась очередь осторожного нагревания соединения газовой горелкой. Необходимо созодать всю эту работу с наибольшей аккуратностью.
Когда припаиваешь детали, нужно равномерно доводить температуру нагревания до определенного уровня. Наибольший уровень, который быть может допустим, составляет 700 градусов. Необходимо верно знать, что латунь ни в коем случае не обязана быть перегрета, по другому могут быть безвыходно испорчены все детали. Если есть необходимости в спаивании больших и мощных деталей, то они должны нагреваться равномерно, в неприятном случае последствия могут быть самыми негативными.
Если паяются маленькие и тонкие детали, то нужно быть весьма аккуратными, так как их нагревание осуществляется достаточно стремительно.

Таблица припоев для пайки.
Видео по теме «Газовая горелка — резак за 100рублей обзортест»
Нужно не забывать о том, что таковой способ пайки простотой не различается, если проводить сопоставление с обыкновенной пайкой оловом. Но время, непременно, потрачено не напрасно: таковой способ пайки различается завышенной степенью надежности и прочности при соединении с латунными деталями.
Видео по теме «Как сделать Автоматический Свет (Сенсор Освещенности) своими руками | СС#4»
Нужно не забывать о том, что пайка латуни различается некими чертами из-за испарения жаркого цинка. Не считая того, на поверхности сплава появляется оксидная пленка. Необходимо не забывать о том, что приступать к смешиванию компонент тиноля при помощи проволоки можно лишь опосля того, как серебро и медь будут стопроцентно расплавлены.
Что касается графитового тигеля, то его можно без особенного труда сделать из графитовых углей. Таковой материал нет никакой необходимости брать в магазине, потому что его можно безо всякого труда найти на остановках электронного транспорта. Что касается его размера, то он должен составлять приблизительно 20 на 20 мм. Создать это своими руками совершенно несложно, а рабочий процесс при всем этом в значимой степени упрощается.
Полезные советы
- Пайку рекомендуется производить на каком-нибудь термостойком материале.
- Приобретенный шов обязан иметь схожий ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса нужно кропотливо помыть изделия от флюса. Промывку идеальнее всего производить в жаркой серной кислоте (она обязана быть 3-процентной).
Если все создать таковым образом, то можно не колебаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам профессионалов, которые иногда стоят весьма дорого. Все можно создать без помощи других и в недлинные сроки. Опосля этого можно даже давать мастер-классы своим друзьям и знакомым, они будут весьма признательны за полезные уроки.



























