Как собрать самодельный полуавтомат для сварки

Полуавтомат
Почти все интересуются, как создать полуавтомат сварочный своими руками. В качестве базы употребляют инвертор, подлежащий переделке. Этот элемент часто подменяют старенькым сварочным трансформатором. Также пригодится облагораживание горелки и механизма выдачи расходного материала.

Как работает полуавтомат для сварки
Самодельное устройство работает по тому же принципу, что обычное оборудование. Но заместо электродов тут употребляют присадочную проволоку. Ее подают в сварочную ванну автоматом, при помощи специального приспособления. Из-за непрерывной работы механизма появляется зона расплавления, позволяющая стремительно соединить 2 элемента.
В виде источника тока в электросхему самодельного полуавтомата включают трансформатор либо инвертор. Электронная дуга появляется на горелке пистолетного вида. Подача присадочной проволоки производится через прорезиненный шланг. В это время по каналу поступает газ.
Механизм работы самодельного сварочного аппарата прост, производительность высока. Шов имеет равномерную поверхность, различается завышенной прочностью. Самодельное устройство употребляют для сварки низкоуглеродистой стали и цветных металлов.
Полуавтомат из инвертора
Чтоб создать сварочное оборудование из инвертора, пригодятся средства подачи тока и присадочного материала, горелка, формирующая защитную газовую среду. Ее подключают к баллону, подсоединяемому к аппарату шлангом.
При использовании неких видов присадочной проволоки можно обходиться без подачи газа.
Пистолетная ручка с клавишей служит держателем электродов. Проволока {перемещается} по каналу прорезиненного рукава, соединяющего горелку с аппаратом. Инверторный агрегат должен задерживать неизменное выходное напряжение.
Инструменты и расходники
Для сборки устройства своими руками пригодятся последующие материалы и приспособления:
- инвертор с выходной силой тока не наименее 150 А;
- подающий механизм, плавненько выводящий проволоку в сварное соединение;
- газовая горелка, расплавляющая края железных деталей;
- шланг для подачи газа к обрабатываемой области;
- катушка с расходным материалом;
- электрическое устройство, управляющее функциями агрегата;
- схема сварочного полуавтомата.
О процессе сотворения полуавтомата
Готовый инвертор просит переделки. Входящий в систему трансформатор оборачивают термобумагой и медной проволокой. Очень узкую жилу использовать недозволено. Во время сварки она греется, из-за что аппарат выключается.
Вторичную обмотку трансформатора защищают 3 слоями жести. Спаивание концов увеличивает токопроводимость. Источник питания для полуавтомата можно создать из готового сварочного инвертора. Его подключают к отдельному корпусу, содержащему другие элементы.

Создание механизма подачи проволоки
Этот блок нужен для равномерного введения расходного материала в сварочную ванну. Проволоку подбирают с учетом типа соединяемых металлов, результата работ. Механизм подачи должен приспособиться под любые виды и размеры расходного материала. Готовое устройство получают в магазине электротоваров.
Допускается изготовка узла своими руками из таковых средств находящихся под рукой:
- мотора от авто «дворников»;
- прижимающего вала с пружиной;
- 3 подшипников;
- железных пластинок шириной 1 см.
Все детали устанавливают на текстолитовую подставку шириной 5 мм. Проволоку вставляют меж валом и подшипником. Пространство вывода присадочного материала сопоставляют с креплением конца шлага, применяемого для впуска газа.
Провод накручивают на катушку умеренно, от этого зависит крепкость сварных соединений. Катушку устанавливают на опору и закрепляют. При работе проволока разматывается и поступает в шов. Таковой механизм упрощает и ускоряет процесс сварки.

Схема узла горелки
Этот элемент употребляется для формирования сварного соединения в газовой среде. Он служит около года и относится к группы расходных материалов. Механизм работы различных горелок схож. Виды различаются наибольшей температурой нагрева, мощностью, методом подачи газа.
Согласно описанию, система узла включает такие детали:
- опору с ручкой;
- сопло;
- крепеж;
- наконечник;
- втулку.
Элементы устройства перенагреваются при сварке. Больше всего нехорошему воздействию подвергаются токопроводящий наконечник и сопло. От материала их производства зависит срок эксплуатации. Наиболее дешевенькие варианты выполняются из меди, дорогие – из вольфрама. В среднем наконечник работает 200 часов.
Ручку создают из огнеупорных изоляционных материалов, защищающих сварщика от поражения током. К данной для нас детали подсоединяют рукав подачи газа длиной 3-7 м.
Горелка обязана иметь маленькие размеры и вес. Для производства своими руками употребляют штекерный разъем. Он помещен в корпус из крепкого пластика. Для поджига дуги проволоку выводят за край сопла на 10-15 см. Подачу проволоки начинают, нажимая клавишу на ручке, которую сварщик держит в руках.
.jpg)
Подключение питания
Принципиальный шаг переделки инвертора под полуавтомат – установка управляющего элемента. Он же отвечает за поддержание и преобразование тока. Питающий кабель подсоединяют к клапану подачи газа и вытяжки проволоки. Для этого устанавливают сварочный инвертор с выпрямителем.
Связь меж движком и остальными компонентами агрегата обеспечивается промежным автоматическим реле на 12 В.
Финишная сборка агрегата
Для производства аппарата делают такие деяния:
- Подсоединяют инвертор к питающему и управляющему блокам.
- Заправляют подающее устройство проволокой, оценивают равномерность ее распределения.
- Соединяют горелку с рукавом, подключаемым к баллону. Включают инвертор, инспектируют подачу газа. Проволока начинает выводиться в сварочную ванну через 1-2 секунды. Расходный материал подается в защитную среду, что исключает окисление.
- Устанавливают входные преобразователи на радиаторах.
- В самой жаркой области инвертора устанавливают термодатчик. Он отключает систему при перегреве.
- Подсоединяют силовую часть электронной схемы к управляющему блоку. Подключают инверторный аппарат к сети. Определяют выходной ток, который должен составлять наиболее 120 А. Если показатель меньше, меняют напряжение.

Полуавтомат трансформатора
При наличии ненадобного сварочного устройства этого типа можно собрать рабочий автоматический аппарат. Устройство с неизменным током и выпрямителем не просит доработки. Работающий с переменным напряжением трансформатор необходимо переделывать.
Нужные инструменты
Для сборки сварочного аппарата в домашних критериях используют такие приспособления:
- механизм подачи проволоки;
- блок формирования сварочного тока;
- питающее устройство;
- горелку;
- опорную часть;
- рукава;
- зажимы.
Выбор частей
Перед тем как создать аппарат своими руками, необходимо верно подобрать последующие составляющие:
- Источник питания. Для сотворения этого элемента употребляют трансформатор. От данной для нас детали зависит производительность агрегата.
- Корпус. Употребляют короб либо ящик подходящего размера. Он должен быть изготовлен из железных листов либо пластика. В корпус устанавливают трансформаторы, подключаемые к первичным и вторичным бобинам.
- Система охлаждения. При долговременной работе сварочный аппарат перегревается. Самый обычный метод остывания – установка вентиляторов. Эти устройства монтируют в боковых частях корпуса, напротив трансформатора.
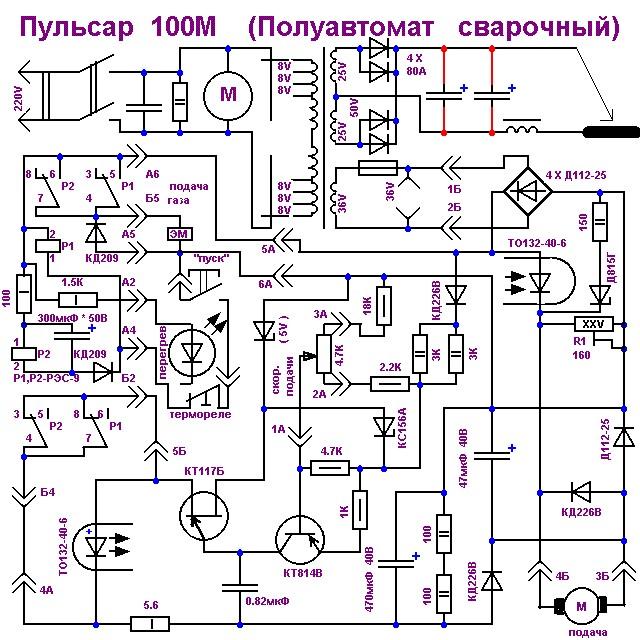
Схема полуавтомата
Чертеж полуавтомата включает электрический блок, частотный тиристор, особые выпрямители. Будущий аппарат должен владеть хорошей для образования сварного соединения силой тока, скоростью распределения проволоки, напряжением. Для обеспечения этих черт будет нужно источник формирования электронной дуги.
Подготовка оборудования
Чтоб приготовить аппарат к работе, необходимо переработать последующие блоки:
- Трехфазный трансформатор. Его превращают в источник неизменного тока. Для этого устанавливают фильтры и диодный мост. 1-ый держит размеренную дугу, 2-ой – выпрямляет напряжение. Подсоединение фильтра нейтрализует перепады напряжения.
- Дроссельный элемент. Его получают методом обматывания старенького трансформатора. Подойдет деталь от старенького русского телека. Элемент имеет 2 катушки, расположенные на округленном сердечнике, состоящем из 2 частей. Систему разбирают. Опосля этого убирают подводы. На катушки наматывают медную проволоку. Части сердечника складывают, меж ними устанавливают текстолитовую приставку шириной 1,5 мм. Катушки соединяют поочередно.
Процесс сотворения сварочного аппарата
Опосля выполнения всех вышеуказанных действий трансформатор вводят в корпус, устанавливают горелку, механизм распределения проволоки, подающий газ рукав, баллон. Агрегат готов к работе.
{Инструкция} собственноручного сотворения сварочного полуавтомата

Сварочный полуавтомат – это инструмент, который может сварит какой угодно сплав. Его может употреблять и професионал и любитель, но так всё было не постоянно.
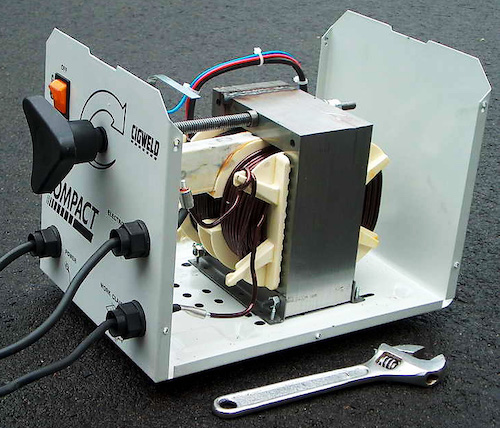
В прошедшем веке полуавтоматов совершенно не было, а функции, для которых они сделаны исполняли трансформаторы.
Они были весьма массивными, но при всем этом неловкими в эксплуатации, потому что были большенными и неподъёмными.
Время текло и технологии тоже не стояли на месте. Изобрели сварочные аппараты — праотцы первых полуавтоматов. Они были инверторного типа.
Общие сведения

Если сопоставить трансформаторы и полуавтоматы, то можем найти весьма много преимуществ у полуавтоматов. Они ординарны в эксплуатации (меньше и легче) и поддерживают выполнение различных способов сварки. Ещё трансформаторы имеют довольно бедный арсенал функций, способностей в сопоставлении с полуавтоматами.
У преимуществ полуавтомата есть своя стоимость и при чём большая. Они дают для тебя большой набор функций, а взамен требуют средств втрое больше, чем за ограниченный в этом плане трансформатор.
Потому любители, которые будут его употреблять от силы несколько раз в год, не постоянно готовы платить такую сумму та и это лишено всякого смысла.
Но беря во внимание, что полуавтоматы сделаны на базе инвертора, то возникает возможность сделать один без помощи других. Для это нужен сварочный аппарат инверторного типа, в качестве инвертора. И далее мы объясним как конкретно это создать, какие аспекты необходимо держать в голове и всё что быть может полезным для вас в данной для нас затее.
Изготовка полуавтомата
Для начала выясним из что состоит полуавтомат, а поточнее – его главные составляющие. У него есть силовой и подающий блоки. 1-ый это силовая часть, а 2-ой это подающий механизм. Также при процессе сварки полуавтомат употребляет одну из собственных частей – присадочную проволоку.
Она нужна в качестве электрода, её функция – это проводить ток в сторону формирования шва и дозволяет данной для нас формации происходить. Она обязана подаваться в зону сварки, обычно для этого существует, как уже говорилось выше, подающий механизм, но также это можно созодать вручную.
У полуавтоматов, изготовленных своими руками, он обычно размещен раздельно, а в других – интегрированный в подающий блок.
Беря во внимание, что у полуавтомата всего два блока, другими словами подающий в раздельно стоящем состоянии, то и силовой тоже. Крайний работает источником тока. Ещё силовой блок работает на базе инвертора.
Посреди остальных частей, из которых состоит самодельный инструмент нам необходимы горелка, сопло, и шланг либо сварочный рукав и ещё некие детали, работающие с газом. Весь агрегат может состоять из 2-ух частей не связанных меж собой.
Потому его тяжело именовать малогабаритным либо весьма комфортным для эксплуатации. Сиим самодельный полуавтомат ужаснее, чем покупная версия.
Чтоб убрать этот недочет есть информация как сделать телегу, чтоб было удобней транспортировать все части инструмента. Вы сможете её усовершенствовать по чертам вашего аппарата.
Как работает обычный полуавтомат

Принцип его работы – это обычный и понятный метод. Что в нём разобраться не непременно быть спецом либо величавым учёным.
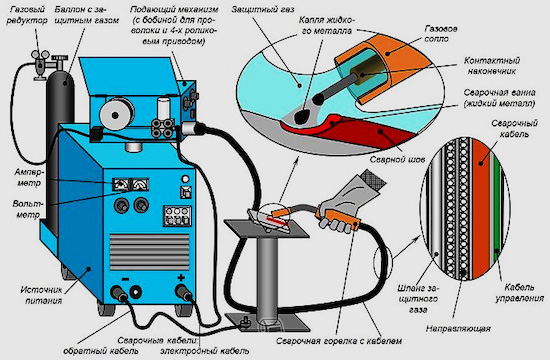
Поначалу горелка направляется в сварочную зону работником, в то же время подается сварочная проволока в горелку, а совместно с ней подается и защитный газ. Это происходит в автоматическом режиме, что делает процесс довольно удобным.
В итоге меж деталями, которые необходимо сплавить и сварочным механизмом находится смесь газов, в каких создается разряд, который в свою очередь провоцирует плавление сплава. Позже происходит смешивание с расплавленной проволокой и вероятна формация шва.
Этот принцип довольно ясен и не просит особенных способностей для выполнения, нужна только проволока и баллон с газом. Для что нужна проволока мы уже узнали, а газ нужен для защиты сварочной зоны от вероятного окисления.
Подбор расходных материалов

В этом блоке обсудим незначительно подробнее о материалах и деталях, нужных для работы, также о том как избрать нужные детали. При выбирании проволоки принципиальные её свойства это поперечник, который должен приравниваться толщине материала для сварки и состав, который должен быть схожим составу материала.
Ещё в процессе допустимы к использованию различные газы. Правда, мы рассматриваем в данной для нас статье вариант, где употребляется углекислота.
Если же поменять проволоку порошковой у вас покажется возможность исключить газ при сварке. Данный вид проволоки не цельнометаллическая, поэтому что в её середине размещен флюс. Этот материал при плавлении высвобождается и создает пары, которые подменяют газ в его защитной функции.
Эта разработка хороша для трудноосуществимой сварки, а для обыкновенной – нет, поэтому что флюс не обеспечивает высококачественный шов. Так что для заслуги неплохого результата лучше употреблять обыденную проволоку.
Рекомендуемый набор для домашней сборки инструмента для сварки содержит газовый баллон с углекислотой и железная проволока, которая соответствует характеристикам материала, который будет сплавляться.
Баллоны бывают по 10 либо по 5 л., так что не надо брать 40 л. сходу. Если у вас есть машинка, то вы сможете без помощи других заняться их транспортировкой, не переплачивая за доставку.
Полуавтомат своими руками

В качестве базы для нашего самодельного аппарата будет выступать сварочный инвертор, который употребляют для дуговой сварки. Подающий механизм собирается из подручных материалов.
Практически все составляющие, нужные при изготовлении, можно заказать в вебе. При чём за приемлемую стоимость и при всем этом отпадает необходимость производства этих деталей.
К примеру, таковой компонент как сварочный рукав лучше не созодать без помощи других, а поручить это дело спецами и заказать по низкой стоимости.
Ведь пытаясь сделать их вы тратите время, которое можно было издержать на самодельный полуавтомат.
Рациональность производства

Непременно у вас может появиться вопросец «А не проще ли приобрести полуавтомат в магазине?». Ведь покупной инструмент более компактно и не надо растрачивать много времени.
И вы будете правы задав этот вопросец. Есть несколько обстоятельств актуальности этого пути и в которых критериях своими руками созодать не стоит, а лучше пойти по пути меньшего сопротивления.
Плюсы

Как уже указывалось ранее – полуавтоматы дорогие, а в особенности отличные полуавтоматы. Если гласить о цифрах, то это минимум 300-400 баксов за инструмент, который вы используете всего несколько раз в год. И это лишь аппарат, а ведь ещё необходимы доп материалы как газовые баллоны, проволока, горелка и прочее.
Вы готовы издержать столько средств на вещь, которая для вас практически никогда не понадобится? Самодельный полуавтомат не только лишь дешевле, а и быть может лучше при покупке запчасти подходящей для вас добротности.
Основная экономия ресурсов будет на покупке инвертора. Всё что от него требуется это высочайшая мощность, так что его можно приобрести б/у, потому нет потребности в покупке драгоценного. Это будет ядро вашего полуавтомата.
В то же время сборка полуавтомата своими руками это увлекательная и отменная практика перед тем, как собирать какие-то остальные электроприборы. Схемы и примеры таковых сборок есть на разных форумах в вольном доступе, так что вы сможете развивать свои способности, ведь это полезное и довольно интересное увлечение.
Минусы

Есть несколько обстоятельств почему стоит отрешиться от данной для нас затеи. Одна из их это то, что у вас не будет гарантии на сделанный аппарат. Если вы купите в магазине у вас будет возможность при поломке получить бесплатный ремонт в сервисном центре, а это значимая экономия валютных ресурсов. А самодельный необходимо будет или чинить без помощи других, или созодать новейший. Ещё есть неувязка с временем.
Потому что самодельным полуавтоматом необходимо будет заниматься без помощи других, то на это уйдёт много времени, чтоб создать всё отменно, также время может уйти на выяснение обстоятельств заморочек в работе если вы что-то сделаете не так во время сборки. А для этого необходимы также познания электротехники.
Но эта причина не так глобальна как прошлые потому что нереально взять эти познания из ниоткуда и исследование схем, и попытка следовать инструкциям, и исследование статей это элемент обучения. Основное не третировать источниками доборной инфы и черпать от их наибольшее количество нужных познаний.
Маленькое заключение

Если нужна подмена заводскому сварочному полуавтомату для дома, то самодельный – хороший вариант для вас. Он и дешевле для вас обойдётся, и наиболее неприхотлив чем заводская модель. Посреди плюсов самостоятельной сборки – это то, что вы будете буквально знать какая деталь за что отвечает и где она находится так что в случае поломки вы стремительно можете его починить. Также у вас будет схема аппарата, по которой, в случае что вы стремительно можете вычислить нужную для вас деталь.
Необходимость сборки такового инструмента впрямую зависит от того, как вы будете его эксплуатировать. Если он для вас нужен для редчайших случаев дома, то целесообразней собрать домашний. Если он нужен для вас для работы либо для неизменных ремонтных работ, то для вас вариантом по-лучше будет приобрести заводской аппарат.
Этот вариант для вас будет лучше поэтому, что у него будет гарантийный талон и он имеет большее количество функций. Ещё одно из преимуществ — это то, что он удобнее для эксплуатации. Также вариант с самостоятельной сборкой неплох почитателям электротехники. Поэтому что это интересный процесс и практика способностей в этом деле.
Полуавтомат из инвертора своими руками
Сварочные автоматы владеют бесспорными преимуществами перед обыкновенными аппаратами электросварки. Они имеют малогабаритные размеры и полностью доступны по стоимости для большинства домашних мастеров. Тем не наименее, почти все сварщики не приобретают готовые изделия, а предпочитают создать полуавтомат из инвертора своими руками. В этом случае можно без помощи других задать все нужные характеристики и технические свойства.
Устройство и работа полуавтомата
Сварка железных изделий может выполняться различными методами, но во всех вариантах употребляется электронная дуга. Посреди их весьма популярны полуавтоматы, способные соединять любые сплавы.
В собственной работе полуавтомат из сварочного инвертора употребляет защитные газы, предотвращающие появление хим реакций в расплавленной среде. В неких моделях для этих целей служит углекислота, но в большинстве устройств используются разные инертные газы – аргон, гелий и остальные. Таковая сварка известна под сокращенным заглавием МИГ либо MIG – Metal Inert Gas welding.
Главные детали и составляющие автоматической сварки:
- Инвертор либо трансформатор, выполняющий функции генератора тока.
- Газовый баллон, оборудованный редуктором.
- Электронные кабели и шланги нужного сечения и размера.
- Газовая горелка, сопряженная с механизмом подачи сварочной проволоки.
- Устройство, подающее проволоку к месту сварки.
Сварочная проволока делается из различных металлов и на самом деле является плавящимся электродом. Она за ранее наматывается на барабан, а потом автоматом подается к месту соприкосновения детали и горелки. Скорость движения проволоки зависит от ее поперечника и величины сварочного тока. При нажатии ручки возникает электронная дуга, сразу проволока подается к сварочному шву, а газ, находясь под давлением, совершает обдув ванны. Атмосферный воздух уже не может попасть в раскаленный сплав и окислить его.
В этом случае функция газа подобна защитному покрытию обычного электрода, лишь для образования защитного слоя не требуется сжигание материала, покрывающего стержень. Все составляющие сварки – инвертор, барабан, газовый баллон делают некую громоздкость системы, негативно влияя на мобильность. Но, данный недочет перекрывается существенными преимуществами полуавтоматов. В процессе работы нет выделения ядовитых паров, электронная дуга просто загорается и удерживается, проволока расходуется в наименьшем количестве, может быть соединение даже весьма тонких железных листов.
Работа углекислотной сварки осуществляется по такому же принципу, но в баллоне находится наиболее дешевенький углекислый газ. Набор функций фактически таковой же, кроме неких ограничений, касающихся свариваемых изделий. Проф полуавтоматы могут работать в 2-ух режимах – с углекислотой и с инертными газами. Регулировка тока производится в широком спектре, а поперечник проволоки быть может хоть каким, в границах 0,5-4,0 мм.
Механическая часть для подачи проволоки
Без механизма, подающего проволоку, сварочный полуавтомат просто не будет работать. Обычно для размещения устройства употребляется отдельный короб. Идеальнее всего подступает корпус от компьютерного системного блока.
Работы начинаются с определения поперечника будущей катушки, на которую будет намотана проволока. Если деталь пока отсутствует, можно создать картонный шаблон и вставить его на свое пространство. Вокруг обязано оставаться свободное место, так как рядом будут располагаться остальные узлы и детали.
Почаще всего протяжный механизм делается из авто стеклоочистителя. Под него разрабатывается особая рама для удерживания прижимающих роликов. Чертеж всей конструкции наносится на картон либо плотную бумагу в истинную величину. Чтоб не возиться с созданием горелки и шланга, также с разъемом для подключения, рекомендуется приобрести их в готовом виде одним комплектом по полностью доступной стоимости.

Устройство подачи следует устанавливать таковым образом, чтоб размещение разъема для подключения приходилось на комфортное пространство. Равномерное движение проволоки обеспечивается четким закреплением всех частей напротив друг дружку. В разъеме для подключения находится входной штуцер, под который в корпусе предвидено особое отверстие. Под него же центрируются и ролики протяжного механизма. Направляющими служат подшипники с пригодным поперечником, в каких под проволоку на токарном станке необходимо проточить маленькую канавку. Механизм располагается снутри корпуса изготовленного из крепкого пластика, текстолита либо толстой фанеры. Все составляющие крепятся на общей базе.
Первичная направляющая для протяжки проволоки делается из болта, просверленного по всей длине. На входе штуцера устанавливается кембрик, подпружиненный для придания жесткости. Не считая него, пружинами усиливаются штанги с закрепленными роликами. Сила сжатия регулируется болтом, размещенным снизу и соединенным с пружиной.
Если же в силу ряда обстоятельств нереально своими руками сделать протяжный механизм, его можно приобрести в готовом виде. Питание устройств рассчитано на 12 и 24 вольта. В корпусе компа имеется блок питания, рассчитанный на 12 В, потому и систему следует выбирать по этому параметру.
Электроника системы управления
Когда полуавтомат из инвертора собран, а все детали и узлы расположены снутри корпуса, можно перебегать к созданию системы управления механической частью.
Свойство сварочного шва почти во всем зависит от скорости подачи проволоки, которая обязана быть постоянной в период всего процесса сварки. Этот параметр обеспечивается движком с авто стеклоочистителя. Для конфигурации скорости вращения необходимо создать полуавтомат присоединенным к ШИМ-контроллеру. В этом приборе имеется цифровое табло, устанавливаемое на фронтальной панели корпуса.
Управление газовым клапаном осуществляется отдельным реле, при помощи которого осуществляется и запуск мотора. Активация всех частей происходит опосля нажатия пусковой клавиши, установленной на ручке горелки. Газ к месту сварки должен поступать до подачи проволоки, с неким опережением, приблизительно на 2-3 секунды. При несоблюдении этого условия, зажигание дуги произойдет в открытом воздухе, а не в защитной газовой среде. Из-за этого проволока может расплавиться ранее времени.

В качестве базы реле задержки можно взять 815-й транзистор и конденсатор емкостью 200-2500 мкФ, обеспечивающий двухсекундную паузу. При наличии блока питания от компа на 12 В, заместо предложенной схемы можно пользоваться авто реле.
Размещение запорного электромагнитного клапана делается в местах, где он не будет влиять на функции подвижных деталей. Можно приобрести готовое изделие либо пользоваться воздушным клапаном кара ГАЗ-24. Благодаря этому компоненту, защитный газ автоматом подается на горелку. Его включение происходит лишь опосля нажатия пусковой клавиши, по этому исключается перерасход дорогостоящего газа.
Опосля проверки работоспособности схемы, все составляющие также располагаются снутри корпуса. Но, действенная работа полуавтомата не быть может полностью обеспечена вольтамперными чертами используемого инвертора. Для того чтоб система работала всеполноценно, в схему необходимо внести незначимые конфигурации.
Переделка трансформатора
Инвертор по своим чертам не может впрямую употребляться в автоматическом сварочном оборудовании. Нужно внести определенные конфигурации в систему трансформатора. Данная процедура полностью по силам домашнему мастеру при условии соблюдения порядка действий. Это неотклонимой действие, когда производится переделка инвертора в полуавтомат.
Для того чтоб характеристики трансформатора, находящегося в инверторе, соответствовали требованиям, предъявляемым к полуавтомату, нужно выполнить последующие операции:



























