Индукционная печь своими руками
Для того чтоб расплавить сплав, употребляется особый вид печей, которые именуются индукционные. Отличие таковых печей заключается в том, что нагревание сплава осуществляется током. Ток, в свою очередь, возбуждается в непеременном поле индуктора. В индукционных печах электронная энергия проходит целый ряд перевоплощений: поначалу она становится электромагнитной, потом — электронной и лишь опосля этого – термический. Индукционные печи дают возможность более много применять выделяемое тепло. И потому совсем не умопомрачительно, что такие печи являются самыми совершенными посреди электронных печей. Почти всех сейчас интересует: вероятна ли индукционная печь своими руками выполненная? На этот вопросец мы и попытаемся отыскать ответ.
Печь индукционная быть может лишь 2-ух типов. 1-ый – с сердечником канальный, а 2-ой – без сердечника, тигельный. Если печь канальная, то это означает, что сплав помещается в круговой желоб вокруг индуктора. Снутри этого индуктора и находится сердечник. А если печь тигельная, то тигель с сплавом размещается снутри индуктора. Замкнутый сердечник в таком случае применить просто нереально. (См. также: Установка котла отопления: методичность действий и принципиальные советы)
Плюсы и недочеты индукционных печей
Индукционные печи, непременно, владеют определенными плюсами, которые и выделяют их посреди остальных печей. К сиим плюсам относится:
Имеют индукционные печи и свои недочеты. Так, шлак в таковых печах греется за счет того тепла, которое выделяется в сплаве. И потому шлак имеет наиболее низкую температуру. Отсюда следует очередной недочет: за счет вязких прохладных шлаков и жарких металлов затрудняется удаление из их (металлов) серы и фосфора. И 3-ий недочет: в зазоре меж сплавом и индуктором наблюдается рассеивание магнитного потока, из-за что приходится уменьшать толщину футеровки тигля печи. А это, в свою очередь, приводит к резвому выходу из строя футеровки.
Промышленные индукционные печи
Как правило, в индустрии употребляются тигельные и канальные индукционные печи. При всем этом в тигельных печах выплавляется чугун, сталь, медь, магний, алюминий, драгоценные сплавы. Емкость тигля таковых печей может колебаться от нескольких кг до нескольких сотен тонн сплава. В канальных индукционных печах выплавляются разные цветные сплавы и их сплавы, также чугун.
Промышленные индукционные плавильные печи бывают средней частоты, промышленной частоты и печи сопротивления. Так, индукционные печи средней частоты почаще всего употребляются в литейных цехах металлургических и машиностроительных заводов. А их расплавляется и перегревается сталь. Кроме этого, если употребляются графитовые тигли, то в их можно расплавлять цветные сплавы. Для плавки чугуна и его перегрева употребляются тигельные индукционные печи промышленной частоты. А вот печи сопротивления предусмотрены для перегрева и переплава алюминия, его сплавов и цинка. (См. также: Виды печей)
Но способности индукционных печей легли в базу сотворения неподменного устройства – именитых микроволновых печей. Так, к примеру, мини печь delonghi — духовые шкафы дают возможность стремительно и смачно готовить пищу. Это электронные духовки, которые имеют особые нагревательные элементы. Способности индукционных печей существенно упростили нашу современную жизнь, сделав ее наиболее удобной.
Можно ли сделать индукционную печь в домашних условиях?
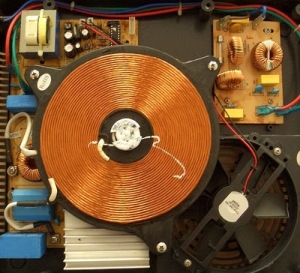
Таковой вопросец весьма нередко задают радиолюбители, и сейчас им понятно, что полностью может быть собратьиндукционную печь своими руками. Но для того чтоб это сделать, требуется работающая электронная схема, описывающая такую самодельную индукционную печь. Одна таковая схема дает применять генератор ВЧ (Высокие частоты), вырабатывающий колебания с верно определенной частотой – 27, 12 МГц. Собрана таковая схема на 4 тетродах – электрических лампах. Кроме этого в схеме употребляется неоновая лампа, созданная для того, чтоб говорить о готовности устройства к работе.
Отличительной индивидуальностью схемы, благодаря которой будет собрана индукционная мини печь своими руками, является тот факт, что наружу выведена ручка конденсатора переменного тока. И, что самое принципиальное, имея даже совершенно маленькую переменную емкость, помещенный в катушку кусочек сплава, достаточно стремительно расплавится. Так, как проявили опыты, для того, чтоб расплавить маленькой кусочек цинка, потребовалось всего 15-20 секунд. (См. также: Карта веб-сайта)
Сделанное по таковой схеме устройство довольно массивное. В этом можно убедиться, заметив, что за считанные секунды до красноватого состояния в нем нагреется отвертка. Но, собираясь создавать индукционные плавильные печи своими руками, нужно узнать, от что зависит скорость плавления сплава в их. Эта скорость имеет прямую зависимость от:

Рекомендуется в схеме применять массивные лампы, но их число не обязано превосходить 4 (в случае параллельного подключения). Питание таковой печи осуществляется от сети 220 переменного тока с внедрением выпрямителя.
Бытовое применение
Естественно, индукционная плавильная печь редко употребляется в быту. Хотя почти все хозяйки даже не подозревают, что разработка, описанная в данной статье, находится фактически в любом доме. Это могут быть микроволновые печи, электронные духовки, индукционные плиты. (См. также: Другое отопление)
Индукционные плиты, к примеру, дают возможность готовить различные смачные блюда, используя для этого индукционные вихревые токи. Такие плиты разогреваются фактически одномоментно, при этом, включить конфорку будет нереально, если на ней не стоит посуда. Коэффициент полезного деяния таковой плиты составляет 90 процентов (у электронных эта цифра составляет 60-70 %, а у газовых – 30-60). Правда, для того чтоб воспользоваться таковыми плитами необходимо иметь специальную посуду.
Разновидность отопительного оборудования
Индукционные печи, естественно, трудно отнести к уровню отопительных. Но все-же – они печи, и входят в широчайший ряд разных печей. Современные технологии дают возможность применять новые заслуги при разработке таковых устройств. К примеру, planika биокамины — современные отопительные элементы, которые к тому же играют важную декоративную роль. И, что самое основное, такие камины можно устанавливать фактически в любом помещении. Ведь в качестве горючего в их употребляется особая жидкость, в итоге сгорания которой появляется вода и тепло. И речи никакой не ведется при всем этом о пепле либо копоти.
Совершенно, если касаться отопительных устройств, то в крайнее время все наиболее пользующимися популярностью стали печи guca. Разработанные в Сербии, они различаются высочайшим качеством выполнения, надежностью в эксплуатации и прекрасным наружным видом. Естественно, при желании можно своими руками сложить печь либо камин. Но, если не имеется опыта в таком деле, то и не стоит пробовать. Можно просто приобрести готовые устройства.

Почти все спецы советуют thorma печи, выпускаемые в Словакии. Понятно, что выполняются данные печи камины на заводе, который имеет долголетний опыт в выпуске схожей продукции. Сейчас thorma является производителем номер один в Европе дешевых, но высококачественных отопительных устройств. Данные печи, обычно, имеют маленькой вес, за счет что их можно монтировать без фундамента. Кроме этого, они имеют маленькие габариты, и потому весьма эффективны в маленьких помещениях. Но, что самое основное, во всех этих печах имеются конвекционные камеры, дающие возможность фактически стопроцентно спаливать горючее и добиваться такового режима, как «долгое горение», которое может продолжаться до 10 часов.
Как сделать индукционную печь своими руками
Индукционные печи были придуманы аж в 1887 году. И уже через три года возникла 1-ая промышленная разработка, при помощи которой плавили разные сплавы. Хотелось бы отметить, что в те дальние годы эти печи были в диковину. Все дело в том, что ученые тех пор не совершенно соображали, какие процессы происходят в ней. Сейчас в этом разобрались. Нас же в данной для нас статье будет заинтересовывать тема – индукционная печь своими руками. Как ординарна ее система, можно ли в домашних условиях собрать этот агрегат?

Механизм работы
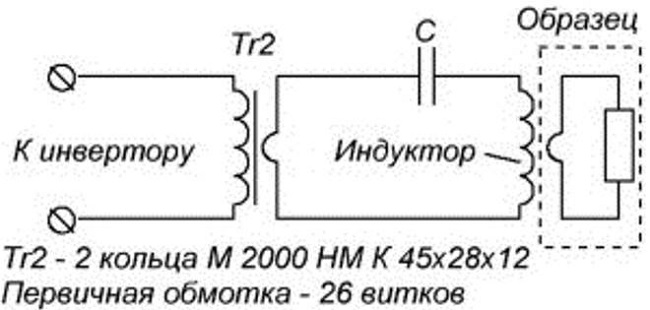
Начинать сборку нужно, разобравшись в механизме работы и устройстве устройства. С этого и начнем. Направьте внимание на набросок выше, по нему и будем разбираться.
В состав устройства входят:
- Генератор G, который делает переменный ток.
- Конденсатор С вкупе с катушкой L делает колебательный контур, который и обеспечивает установку высочайшей температурой.
Внимание! В неких системах употребляется так именуемый автоколебательный генератор. Это дает возможность убрать из схемы конденсатор.
Электромагнитное поле довольно обширное. И даже многоступенчатость преобразования энергии, которое находится в самодельных индукционных печах, владеет наибольшим КПД – до 100%.

Тигельная печь
Разновидности
Есть две главные конструкции индукционных печей:
- Канальные.
- Тигельные.
Не будем тут расписывать все их отличительные индивидуальности. Просто отметим, что канальный вариант – это система, которая похожа на сварочный аппарат. К тому же, чтоб плавить сплав в таковых печах, приходилось оставлять мало расплава, без которого процесса просто не выходило. 2-ой вариант – это улучшенная схема, где употребляется разработка без остаточного расплава. Другими словами, тигель просто устанавливается прямо в индуктор.

Как это работает
Для чего дома нужна таковая печь?
Совершенно, вопросец довольно увлекателен. Давайте разглядим вот такую ситуацию. Существует довольно огромное количество русских электронных и электрических устройств, в которых использовались золотые либо серебряные контакты. Изъять эти сплавы можно различными методами. Один из их – индукционная печка.
Другими словами, берете контакты, складываете их в узенький и длиннющий тигель, который устанавливаете в индуктор. Через минут так 15-20, снизив мощность, остудив аппарат и разбив тигелек, вы получите стержень, на конце которого вы обнаружите золотой либо серебряный краешек. Срезаете и сдаете в ломбард.
Хотя нужно отметить, что при помощи этого самодельного агрегата можно проводить разные процессы с сплавами. Например, можно провести закалку либо отпуск.

Катушка с батарейкой (генератором)
Составляющие печки
В разделе «Механизм работы» мы уже упоминали о всех частях индукционной печи. И если с генератором все понятно, то с индуктором (катушкой) нужно бы разобраться. Для нее подойдет медная трубочка. Если вы собираете аппарат мощностью 3 кВт, то для вас будет нужно трубка поперечником 10 мм. Сама же катушка скручивается поперечником 80-150 мм, при количестве витков от 8 до 10.
Направьте внимание, что витки медной трубки не должны соприкасаться вместе. Наилучшее расстояние меж ними 5-7 мм. Сама катушка не обязана касаться экрана. Расстояние меж ними – 50 мм.
Обычно промышленные индукционные печи имеют узел остывания. В домашних условиях сделать такое нереально. Но для агрегата мощностью 3 кВт работа до получаса ничем не угрожает. Правда, с течением времени на трубке будет создаваться медная окалина, которая понижает КПД устройства. Так что временами катушку придется поменять.
Генератор
В принципе, сделать генератор своими руками – не неувязка. Но это может быть только в том случае, если вы обладаете достаточными познаниями в радиоэлектронике на уровне среднего радиолюбителя. Если таких познаний нет, тогда забудьте о индукционной печке. Самое основное, что и эксплуатировать этот устройство тоже нужно умеючи.
Если вы встали перед проблемой выбора схемы генератора, тогда примите один совет – у него должен отсутствовать твердый диапазон тока. Для того чтоб было понятнее, о чем речь идет, предлагаем самую ординарную схему генератора для индукционной печи на фото снизу.
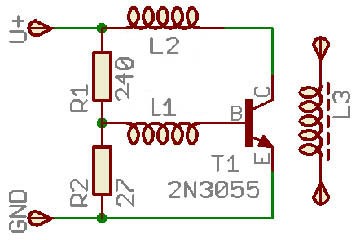
Схема генератора
Нужные познания
Электромагнитное поле действует на все живое. В качестве примера можно привести мясо в микроволновке. Потому стоит позаботиться о сохранности. И, непринципиально, вы собираете печь и тестируете ее либо работаете на ней. Есть таковой показатель, как плотность потока энергии. Итак вот он зависит от конкретно от электромагнитного поля. И чем выше частота излучения, тем ужаснее людскому организму.
В почти всех странах приняты меры сохранности, в которых учитывается плотность потока энергии. Есть разработанные допустимые пределы. Это 1-30 мВт на 1 м² человеческого тела. Эти характеристики действуют, если облучение происходит не больше 1-го часа в день. К слову, установленный покрытый цинком экран понижает плотность потолка в 50 раз.
Как сделать индукционную печь и котел отопления из инвертора
Внедрение индукционных катушек заместо обычных ТЭН в отопительном оборудовании позволило существенно прирастить КПД агрегатов при наименьшем потреблении электроэнергии. Индукционные нагреватели возникли в продаже относительно не так давно, к тому же по довольно высочайшим ценам. Потому народные умельцы не оставили данную тему без внимания и выдумали, как сделать индукционный нагреватель из сварочного инвертора.
Достоинства индукционного нагревателя
Индукционные нагреватели с каждым деньком набирают популярность у пользователя благодаря последующим плюсам:
- высочайший показатель КПД;
- агрегат работает фактически бесшумно;
- индукционные котлы и нагреватели числятся довольно неопасными в сопоставлении с газовым оборудованием;
- нагреватель работает стопроцентно в автоматическом режиме;
- оборудование не просит неизменного обслуживания;
- благодаря плотности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится неосуществимым.
Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит последующие элементы.
- Генератор тока. Благодаря данному модулю переменный ток бытовой электросети преобразуется в частотный.
- Индуктор. Делается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент. Представляет собой железную трубу, размещенную снутри индуктора.
Все перечисленные элементы, взаимодействуя меж собой, работают по последующему принципу. Выработанный генератором частотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высочайшей частоты преобразуется индуктором в электромагнитное поле. Дальше, железная труба, находящаяся снутри индуктора, разогревается благодаря действию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, конфискует термическую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
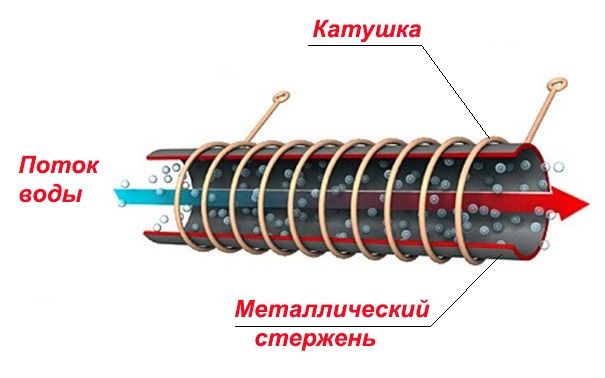
Ниже предоставлена электронная схема индукционного нагревателя.
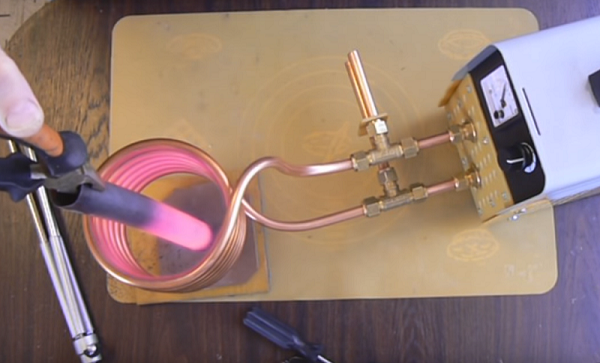
На последующем фото показано, как работает индукционный нагреватель сплава.

Принципиально! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого одномоментно выгорят транзисторы.
Сборка и установка системы
Подключать индуктор к клеммам сварочного аппарата, созданным для подсоединения сварочных кабелей, недозволено. Если это сделать, то агрегат просто выйдет из строя. Чтоб приспособить инвертор под работу с индукционным нагревателем, будет нужно довольно непростая переделка аппарата, требующая, в первую очередь, познаний в радиоэлектронике.
В 2-ух словах, эта переделка смотрится так: катушку, а конкретно ее первичную обмотку, требуется подсоединить опосля преобразователя высочайшей частоты инвертора заместо интегрированной индукционной катушки крайнего. Не считая этого, будет нужно удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно выяснить из этого видео.
Индукционная печь для сплава
Чтоб сделать индукционный нагреватель из сварочного инвертора, потребуются последующие материалы.
- Инверторный сварочный аппарат. Отлично, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка поперечником около 8 мм и длиной, достаточной, чтоб сделать 7 витков вокруг заготовки 4-5 см в поперечнике. Не считая этого, опосля витков должны остаться вольные концы трубки длиной около 25 см.
Для сборки печи сделайте последующие деяния.
- Подберите какую-либо деталь поперечником 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это быть может древесная круглая деталь, железная либо пластмассовая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте 2-ой ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, опосля что спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.
Индукционный нагреватель для воды
Для сборки отопительного котла потребуются последующие конструктивные элементы.
- Инвертор. Аппарат выбирается таковой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластмассовая), можно марки PN Ее длина обязана быть 40-50 см. Через нее будет проходить теплоноситель (вода). Внутренний поперечник трубы должен быть не меньше 5 см. В таком случае внешний поперечник будет приравниваться 7,5 см. Если внутренний поперечник будет меньше, то и производительность котла буде низкой.
- Железная проволока. Также можно взять пруток из сплава поперечником 6-7 мм. Из проволоки либо прутка нарезаются маленькие кусочки (4-5 мм). Эти отрезки будут делать роль теплообменника (сердечника) индуктора. Заместо железных отрезков можно применять цельнометаллическую трубку наименьшего поперечника либо металлической шнек.
- Палочки либо стержни из текстолита, на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, так как данный материал устойчив к высочайшим температурам.
- Изолированный кабель сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля обязана быть волокнистой, эмалевой, стекловолоконной либо асбестовой.

Индукционный котел отопления собирается по последующему методу. Заполните корпус теплообменника изделиями из сплава, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, пригодные по поперечнику к трубам отопительного контура.

По мере необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки. Благодаря им нагреватель будет просто демонтировать, для проведения ремонта либо профилактического осмотра.

На последующем шаге на корпус теплообменника нужно приклеить текстолитовые полосы, на которые будет наматываться катушка. Также следует сделать из такого же текстолита пару стоек высотой 12-15 мм. На их будут размещены контакты для подключения нагревателя к переделанному инвертору.

Поверх полосок из текстолита намотайте катушку. Меж витками обязано быть расстояние не наименее 3 мм. Намотка обязана состоять из 90 витков проводника. Концы кабеля нужно закрепить на ранее приготовленных стойках.
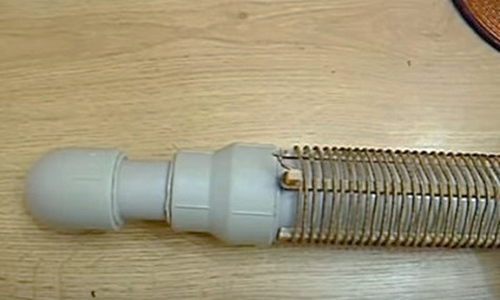
Вся система помещается в футляр, который в целях сохранности будет делать роль изоляции. Для кожуха подойдет пластмассовая труба поперечником огромным, чем катушка. В защитном кожухе нужно сделать 2 отверстия для вывода электронного кабеля. В торцы трубы можно установить заглушки, опосля что в их следует сделать отверстия под патрубки. Через крайние котел будет подсоединяться к отопительной магистрали.
Принципиально! Испытывать нагреватель можно только опосля наполнение его водой. Если включить его “на сухую”, то пластмассовая труба расплавится, и придется собирать нагреватель поновой.
Дальше, котел врезается в систему отопления по схеме, приведенной ниже.
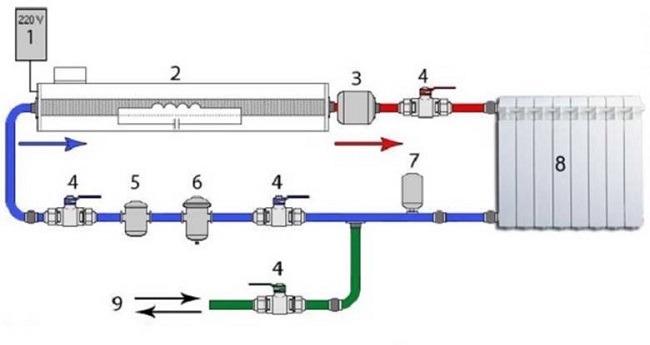
Схема подключения состоит из последующих частей.
- Источник частотного тока. В этом случае – это видоизмененный инвертор.
- Индукционный нагреватель.
- Элементы сохранности. В эту группу могут заходить: указатель температуры, предохранительный клапан, манометр и т.д.
- Шаровые краны. Употребляются для слива либо заправки системы водой, также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос. Благодаря ему вода сумеет двигаться по отопительной системе.
- Фильтр. Применяется для чистки теплоносителя от механических загрязнений. Благодаря чистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации термического расширения воды.
- Радиатор отопления. Для индукционного отопления лучше применять или дюралевые радиаторы, или биметаллические, так как они при маленьких габаритах имеют высшую теплоотдачу.
- Шланг, через который можно заполнять систему или сливать из нее теплоноситель.
Как видно из вышеперечисленного способа, без помощи других сделать индукционный нагреватель полностью может быть. Но лучше покупного он не будет. Даже если вы обладаете необходимыми познаниями в электротехнике, следует задуматься, как будет неопасной эксплуатация такового аппарата, так как он не оборудован ни особыми датчиками, ни блоком контроля. Потому рекомендуется дать предпочтение готовому оборудованию, сделанному в промышленных условиях.
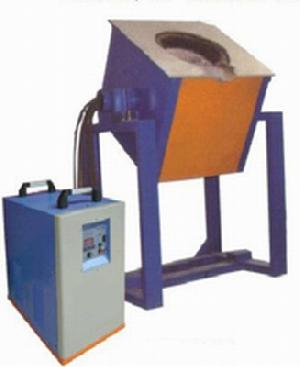
Принцип индукционной печи для плавки разных металлов

Индукционная печь употребляется для плавки цветных и темных металлов. Агрегаты такового принципа деяния используют в последующих сферах: от тончайшего ювелирного дела до промышленной плавки металлов в больших размерах. В данной статье будут рассмотрены индивидуальности разных индукционных печей.
Индукционные печи для плавки сплава
Механизм работы
Индукционный нагрев положен в базу деяния печи. Иными словами, электронный ток создает электромагнитное поле и выходит тепло, которое употребляется в промышленных масштабах. Этот закон физики изучается в крайних классах общеобразовательной школы. Но понятие электронного агрегата и электромагнитных индукционных котлов недозволено путать. Хоть в базе работы и там и здесь лежит электричество.
Как это происходит
Генератор подключается к источнику переменного тока, который поступает в него через индуктор, находящийся снутри. Конденсатор задействуется для сотворения контура колебания, в базе которого лежит неизменная рабочая частота, на которую настраивается система. При возрастании напряжения в генераторе до максимума в 200 В индуктор делает магнитное поле переменного деяния.
Замыкание цепи происходит, почаще всего, средством сердечника из ферромагнитного сплава. Переменное магнитное поле начинает взаимодействие с материалом заготовки и делает мощнейший поток электронов. Опосля вступления в индукционное действие электропроводящего элемента в системе происходит появление остаточного напряжения, которое в конденсаторе содействует появлению вихревого тока. Энергия вихревого тока преобразовывается в термическую энергию индуктора и происходит нагревание до больших температур плавления искомого сплава.
Тепло, производимое индуктором, используют:
- для расплавления мягеньких и жестких металлов;
- для закаливания поверхности железных деталей (к примеру, инструмента);
- для обработки в тепловом режиме уже сделанных деталей;
- бытовых потребностей (подогрев и кулинария).
Короткая черта разных печей
Разновидности устройств

- Тигельные индукционные печи употребляют для расплавки металлов, основным их принципом, хорошим от работы остальных агрегатов, является отсутствие сердечника.
- Канальные агрегаты индукционного деяния представляют собой типичный трансформатор, которая имеет металлической наконечник – магнитный привод. Перегрузка подается через вторичную обмотку, выполненную одним витком.
- Индукционные приборы вакуумного деяния, который процесс плавки делают в условиях полного вакуума, который практически вытягивает из сплава все примеси.
- Плавильные тигельные печи – индукторы на массу плавки от 5 до 200 кг с преобразователем по принципу транзистора.
Индукционные тигельные печи
Является более всераспространенным типом печного индукционного нагрева. Отличительной чертой, хорошей от остальных видов будет то, что в ней переменное магнитное поле возникает при отсутствии обычного сердечника. Тигель в форме цилиндра располагается снутри индукторной полости. Печь, либо тигель делается из материала, который отлично сопротивляется огню и подключается к переменному электронному току.
Положительные нюансы

- энергия выделяется при загрузке сплава, отсутствует необходимость в установке промежных частей;
- железные сплавы, состоящие из нескольких составляющих, опосля окончания плавки получают однородную густоту и однообразный хим состав в любом избранном объеме;
- с помощью регуляторов давления представляется вероятным проводить восстановительный, окислительный либо нейтральный процесс;
- средние частоты переменного тока демонстрируют высочайшие значения удельной мощности, что ставит тигельные печи в ряд высокопроизводительных агрегатов;
- печь может работать с перерывами меж загрузкой сплава, на следующей плавке это не отразится, переход от 1-го вида сплава к другому происходит без долговременной перенастройки характеристик;
- тигельные агрегаты просто поставить на автоматическое управление, они обыкновенные в эксплуатации и просто перестраиваются на хоть какой из режимов;
- в итоге процесса получаются высококачественные славы, состоящие из почти всех компонент, температура имеет неизменное и однообразное значение в границах ванны, а остатки и отходы стремительно расплавляются, отсутствуют перегревы.
Тигельные агрегаты относят к экологически незапятнанным источникам тепла, окружающая среда не загрязняется от плавки металлов.
В работе тигельных печей находятся недочеты:
- при технологической обработке употребляются шлаки пониженной температуры;
- произведенная футеровка тигельных печей имеет низкую стойкость против разрушения, больше всего это приметно при резких скачках температур.
Имеющиеся недочеты не представляют особых проблем, плюсы тигельного индукционного агрегата для плавки сплава явны и сделали таковой тип устройств пользующимся популярностью и нужным посреди широкого круга потребителей.
Канальные печи индукционной плавки

Таковой тип отыскал обширное применение в плавильном деле цветных металлов. Отлично употребляется для меди и медных сплавов на базе латуни, мельхиора, бронзы. Интенсивно плавят в канальных агрегатах алюминий, цинк и сплавы в составе этих металлов. Обширное внедрение печей этого типа ограничено из-за невозможности выполнить футеровку, стойкую к разрушениям, на внутренних стенах камеры.
Расплавленный сплав в канальных печах индукционного типа совершает термическое и электродинамическое движение, что обеспечивает постоянную однородность смешивания компонент сплава в печной ванне. Внедрение канальных печей индукционного принципа оправдано в вариантах, если к расплавленному сплаву и сделанным слиткам предъявляются особенные требования. Сплавы получаются высококачественными в плане коэффициента насыщения газами, присутствия в сплаве органических и синтетических примесей.
Индукционные канальные печи работают по типу миксера и предназначаются для сглаживания состава, поддержки неизменной температуры процесса, и выбора скорости разлива в кристаллизаторы либо формы. Для всякого сплава и состава литья есть характеристики специальной шихты.
Плюсы
- подогревание сплава происходит в нижней части, к которой нет воздушного доступа, что уменьшает испарение с верхней поверхности, нагретой до малой температуры;
- канальные печи относят к экономным индукционным печам, потому что происходящее расплавление обеспечивается небольшим расходом электронной энергии;
- печь имеет высочайший коэффициент полезного деяния благодаря применению в работе замкнутого контура магнитного провода;
- неизменная циркуляция в печи расплавленного сплава вызывает убыстрение плавильного процесса и содействует однородности перемешивания компонент сплава.
Недочеты
- стойкость каменной внутренней футеровки понижается при использовании больших температур;
- футеровка разрушается при плавлении химически брутальных сплавов из бронзы, олова и свинца.
- при плавлении грязной низкосортной шихты происходит засорение каналов;
- поверхностный шлак на ванне не греется до высочайшей температуры, что не дозволяет проводить операции в промежутке меж сплавом и укрытием и расплавлять стружку и скрап;
- канальные агрегаты плохо переносят перерывы в работе, что принуждает повсевременно хранить в жерле печи существенное количество водянистого сплава.
Полное удаление расплавленного сплава из печи ведет к ее резвому растрескиванию. По данной для нас же причине нереально выполнить резвую перестройку с 1-го сплава на иной, приходится созодать несколько промежных плавок, получивших заглавие балластных.
Вакуумные печи индукционного деяния

Этот вид имеет обширное применение для плавления сталей высочайшего свойства и никелевых, кобальтовых и стальных сплавов жаростойкого свойства. Агрегат удачно совладевает с плавкой цветных металлов. В вакуумных агрегатах варят стекло, обрабатывают высочайшей температурой детали, создают монокристаллы.
Печь относят к высокочастотному генератору, расположенному в изолированном от наружной среды индукторе, пропускающем ток высочайшей частоты. Для сотворения вакуума из него насосами откачивают воздушные массы. Все операции по введению добавок, загрузке шихты, выдаче сплава делается автоматическими механизмами с электронным либо гидравлическим управлением. Из вакуумных печей получают сплавы с маленькими примесями кислорода, водорода, азота, органики. Итог намного превосходит открытые печи индукционного деяния.
Жаропрочную сталь из вакуумных печей используют в инструментальном и оружейном производстве. Некие сплавы из никеля, с содержанием никеля и титана являются химически активными, и получить их в остальных видах печей проблематично. Вакуумные печи делают розлив сплава поворотом тигеля во внутреннем пространстве кожуха либо вращением камеры с бездвижно закрепленной печью. Некие модели имеют в деньке открывающееся отверстие для слива сплава в установленную емкость.
Тигельные печи с транзисторным преобразователем

Используют для ограниченного веса цветных металлов. Они мобильные, имеют маленькой вес и с легкостью переставляются с места на пространство. В комплектацию печи заходит высоковольтный транзисторный преобразователь всепригодного деяния. Дозволяет подобрать мощность, рекомендуемую для подключения в сети, а соответственно ей тип преобразователя, который нужен в этом случае с конфигурацией характеристик веса сплава.
Транзисторная индукционная печь обширно применяется для металлургической обработки. С ее помощью нагревают детали в кузнечном деле, закаляют железные предметы. Тигли в транзисторных печах делают из керамики либо графита, 1-ые предусмотрены плавить ферромагнитные сплавы, такие как чугун либо сталь. Графит устанавливается для плавления латуни, меди, серебра, бронзы и золота. На их плавят стекло и кремний. Алюминий отлично плавится средством металлических либо железных тиглей.
Что такое футеровка печей индукционного деяния
Ее назначение состоит в защите печного кожуха от разрушающего деяния больших температур. Побочным действием является сохранение тепла, как следует, увеличивается результативность процесса.
Тигель в конструкции индукционной печи производится одним из методов:
- методом выемки в малеханьких по размеру печах;
- набивным методом из огнеупорного материала в виде кладки;
- комбинированным, сочетающим керамику и прокладку буферного слоя в промежутке кладки и индикатора.
Футеровка производится из кварцита, корунда, графита, шамотного графита, магнезита. Во все эти материалы домешивают добавки, улучшающих свойства футеровки, уменьшающих конфигурации размера, улучшающих спекание, увеличивающие стойкость слоя к брутальным материалам.
Для выбора того либо другого материала для футеровки учитывают ряд сопутствующих критерий, а конкретно, вид сплава, стоимость и огнеупорные характеристики тигля, срок службы состава. Верно подобранный состав футеровки должен обеспечить технические требования для проведения процесса:
- получение слитков высочайшего свойства;
- наибольшее количество настоящей плавки без проведения ремонтных работ;
- неопасную работу профессионалов;
- стабильность и непрерывность проведения плавильного процесса;
- получение высококачественного материала при использовании экономичного количества ресурсов;
- применение для футеровки всераспространенных материалов по низкой стоимости;
- малое воздействие на окружающее место.
Применение индукционных печей дозволяет получить сплавы и сплавы отменного свойства с наименьшим содержанием разных примесей и кислорода, что увеличивает их применение в сложных областях производства.



























