Сварка выпускных коллекторов
Выпускной коллектор, сервис и ремонт
Выпускной коллектор это принципиальная и нужная часть мотора внутреннего сгорания кара, которая в главном делается из чугуна. При всем этом его местопребывание приводит к тому, что условия работы можно именовать быстрее экстремальными. Это и большой перепад температур, вследствие чего же на внутренних стенах его труб возникает конденсат, и прохождение выхлопных газов, и резонирующие волны выхлопа – все это не наилучшим образом влияет на его состояние и долговечность службы коллектора.
Конденсат приводит к коррозии, а это в свою очередь, к разрушению сплава.
Выпускной коллектор
Коллекторы могут быть как цельные, сделанные из чугуна с помощью литья, так и трубчатые, сваренные из железных труб и деталей.

Трубчатый выпускной коллектор
Трубчатые ещё различают по виду соединения этих труб, также по их длине и, как надо из этого, размер. Естественно, чем больше размер, тем лучше, и дороже коллектор. К примеру, на спортивные авто устанавливают коллекторы с длинноватыми трубами схожей длины и сложными переплетениями.
Если вы услышали необыкновенные звуки при работе на холостом ходу, не связные с работой мотора либо сам движок стал работать неустойчиво либо возросло употребления горючего, означает необходимо проверить состояние коллектора.
Это быть может как разрушение крепёжной проушины либо прокладки, которая устанавливается меж блоком цилиндра и самим коллектором, так изменение геометрии соединительных фланцев под действием больших температур. Быть может простый обрыв шпилек, а может и таковая неувязка, как возникновение трещинкы в корпусе. Зависимо от величины разрушения делается ремонт выпускного коллектора средством сварки либо, если дела совершенно плохи, его подмена.

Прокладка выпускного коллектора, которую меняют почаще всего
Коррозия и нагар могут стать предпосылкой засора трубы, что просит собственного решения.
Естественно, проще всего обратиться на станцию техобслуживания, но некий ремонт можно и произвести самому, при этом не только лишь супер опытнейшему спецу.
Для этого необходимо подождать когда движок и сам коллектор остынут до той температуры, при которой можно с ними работать, опосля чего же начинаем разбирать, начиная с кожуха мотора, коллектора и прочее, что может помешать. Снимаем сам коллекторный узел методом откручивания крепежа. Меняем прокладку, если необходимо, либо другую деталь, и все устанавливаем вспять в оборотном порядке.
Сварка выпускного коллектора из чугуна
При обнаружении трещинкы в коллекторе её заваривают. Метод сварки зависит от материала, из которого он сделан. Если это чугун, он различается от остальных сплавов с железом тем, что у него при плавке наращивают содержание углерода, от 2 до 6 %, что различает его от остальных темных металлов.

Сварной шов на металлическом коллекторе
Сварка чугуна просит от сварщика определённой квалификации. Преждевременное числилось, что чугун из- за собственной хрупкости совершенно сварке не подлежит, на данный момент, используя особые электроды и отработав способ подготовительного нагрева детали, сварной шов выходит неплохого свойства и с необходимыми качествами.
Как упоминалось, деталь нагреваем конкретно перед сваркой и стараемся поддержать температуру во время всего процесса сварки. Чугун имеет свойство стремительно остывать.
Потому что расплавленный чугун имеет завышенную текучесть, можно либо высверливать отверстия по ходу трещинкы либо использовать графитовые прокладки под трещинку. Также нужно очистить отлично пространство сварки.
Не считая того, при сварке происходит процесс выгорания углерода с образованием при всем этом СО, что приводит к порообразованию. А это также влияет на свойство шва.
Опосля того, как работа закончена, необходимо обеспечить детали постепенное неспешное остывание, что бы исключить возникновение новейших трещинок в районе сварного шва и возникновению слоя «белоснежного чугуна», который полностью никак не обрабатывается.
Сварка металлического выпускного коллектора быть может произведена как жарким методом, так и прохладным методом. Для всякого метода есть свои типы электродов. К примеру, для жаркой сварки употребляют марку ЦЧ-4, для прохладной лучше ОЗЧ – 6, ОЗЧ – 2. Крайние для коллектора наиболее подступают, потому что 1-ые лучше использовать для сварки изделий с тонкими стенами. Отлично использовать и электроды МНЧ – 2, которые используют для ответственных изделий.
Виды сварки чугуна, в нашем случае используются оба вида
Для сварки при помощи этих электродов используют ток оборотной полярности.
При жарком методе всю деталь нагревают до температуры от 200 до 600 градусов, не наиболее.
Весьма отличные результаты по качеству дает газовая сварка, которая защищает чугун от выгорания углерода и дает возможность подогреть деталь.
Прохладная сварка для выпускного коллектора представляет собой технологию, при которой швы варятся маленькими отрезками, в несколько слоев.

Разработка наполнения швов при сварке чугуна
Она применяется в случае, если нет способности нагревать изделие, при всем этом употребляют электроды ОЗЧ -2, имеющие медную сердцевину, покрытую особым слоем и МНЧ -2, с сердечником из меди, никеля, железа и марганца. Естественно. наиболее доступен 1-ый вариант. Дугу при сварочном процессе берут маленькую. Отрезки швов делайте длиной от 3 до 5 см, делая маленький перерыв, что бы шов остыл, но приблизительно до 50 градусов, потом его необходимо слегка проковать. Сиим мы предотвратим образование трещинок.
Сварка коллектора выпускного из нержавейки
Выпускные коллекторы из нержавеющей стали также ремонтируются с помощью сварки, при этом и тут работа имеет свои индивидуальности. Потому что это сталь в сплаве с никелем либо колченогом и иными добавками, в процессе сварки в районе шва эти элементы могут выгорать, потому варить их необходимо в среде защитных газов.
Не считая того, вероятна деформация сплава в разной степени при проведении сварочных работ.
Если процесс проводить по технологии, коллектор фактически не нуждается в следующей обработке фланца. Непременно необходимо высчитать силу тока, она обязана быть низкой, потому что теплопроводимость данной для нас стали намного ниже, чем обычной с низким содержанием углерода и добавок.

Процесс сварки нержавеющих труб с среде аргона
Если режим сварки не соблюдается, шов выходит с наименьшими антикоррозийными качествами, чем главный сплав. Это выходит за счет того, что дуга нагревает сплав до температуры выше 500 градусов, при всем этом происходит перераспределение молекул хрома и железа. Этот процесс именуется межкристаллической коррозией.
Более распространёнными видами сварки нержавейки можно именовать:
- сварка электродами из вольфрама в среде аргона всепригодным инвертором, к примеру, DC/AC TIG;
- сварка, в главном ручная, с помощью электродов, покрытыми особым составом;
- автоматическая, с среде аргона, в качестве электрода применяется нержавеющая проволока;
- прохладная, давлением, но для сварки коллекторов она не применяется.
Для сварки в домашних критериях, другими словами в гараже, применяется сварка с помощью электродов со особым покрытием (ММА).
Для этих работ подбираем электроды 2-ух видов: с основанием из двуокисного титана и покрытые рутилом и покрытые карбонатом магния и кальция.
1-ые используются для сварки при переменном токе, 2-ые при неизменном. Толщину электрода лучше выбирать по ГОСТу 10052.
Если вы не сварщик специалист, хорошего свойства сварного шва не гарантируется, хотя стремиться можно и необходимо.
В главном сварочные работы лучше создавать в специализированных мастерских, где есть различные виды оборудования. Не плохое оборудование, верный режим и опытнейший мастер и ваш коллектор будет как новейший.
Истинные мастера не только лишь отремонтируют выпускной коллектор, но могут видоизменять его либо сделать новейший.

Сделанный коллектор своими руками
Ремонт выпускного коллектора прохладной сваркой
Прохладная сварка получила довольно огромное распространение посреди домашних мастеров, которые могут верно использовать этот способ.

Клей Прохладная сварка для соединения металлов
Если следовать буквально инструкциям, можно весьма отлично соединять железные детали. Естественно, это не реальный способ прохладной сварки, который производится способом давления 2-ух частей до начала пластического деформирования соединяемых кромок деталей.
В нашем случае речь идёт о особом клеящимся составе. При нанесении состава на пространство соединения металлов, получаем в итоге шов, который имеет характеристики соединяемых металлов.

Применение прохладной сварки для ремонта железных изделий
Используют прохладную сварку в таковых вариантах, если нереально применить классические способы, к примеру детали могут деформироваться в процессе сварки, форма деталей имеет сложную геометрию, соединяемые части состоят из различных металлов.
При всем этом соединение выходит весьма крепким и высококачественным, может выдерживать огромные перегрузки, при этом длительное время.
Но можно ли заклеить выпускной коллектор прохладной сваркой – это весьма увлекательный вопросец. Да, детали кара, в том числе и трещинкы выхлопной трубы отлично соединяются с помощью этого состава, но перегрузки и большенный перепад температур в коллекторе ставят под вопросец необходимость его применение.
Хотя как временная мера, можно употреблять. Есть отзывы, что при использовании такового клея машинка прошла уже 800 км, остальные рекомендуют не рисковать, потому что шов не работает ни на сдвиг и кручение.
 Прохладная сварка, как утверждает производитель, чинит и коллекторы
Прохладная сварка, как утверждает производитель, чинит и коллекторы
Может быть, дело в правильном использовании клея и в его качестве, другими словами в производителе.
Сварка выпускного коллектора
Выпускной коллектор- принципиальная составляющая мотора внутреннего сгорания.
С одной стороны он крепится к движку, а с иной к катализатору.
Его функция состоит в удалении выхлопных газов из мотора и помощи в продуве камеры сгорания. Он состоит из нескольких труб соединённых меж собой, через которые атмосферу выходят выхлопные газы. Размещен он в месте с весьма неблагоприятными критериями, где происходят большие перепады температур(раскалённые выхлопные газы могут достигать температуры 1000 градусов). От этого устройства зависит почти все , к примеру мощность и вращающий момент. Также при его повреждении едкий авто дым будет просачиваться в салон, что не наилучшим образом отразиться на уюте при поездке на каре.
Но что все-таки созодать если он по некий причине пришёл в негодность? Его можно починить владея необходимыми способностями сварки выпускных коллекторов. Коллекторы бывают 2-ух главных видов трубчатые и цельные. Цельный вариант не имеет швов и потому он наиболее крепкий. А трубчатый состоит из нескольких скрепленых труб. Стоимость неплохого изделия может достигать 2000 баксов . Можно ещё отремонтировать машинку в автосервисе, но создать это там очень накладно. Коллекторы выполняются из чугуна либо из нержавеющей стали. Характеристики этих металлов очень различаются. В данной для нас статье будут приведены советы от профессионалов касательно всех видов починки выпускных коллекторов. Если сварить не получиться, то придётся получать новейший. Дешевенькие аппараты можно приобрести на вторичном рынке. Также поломки время от времени происходят время от времени и в коллекторах лодочных моторов.

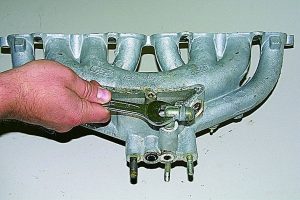
Выпускной коллектор наружный вид
Выпускной коллектор: предпосылки выхода из строя и сервис
В неких ситуациях он может очень перегреться. При всем этом сплав из которого он изготовлен расширяется и это приводит к разрыву швов. Поломки могут возникать из-за неверного вождения и нехороший очистки мотора. Ремонт с помощью сварки нужен. В особенности если швы уже очень расширились, а коллектор оплавился и деформировался. Коллектор вещь весьма хрупкая, потому почти все автомобилисты задумываются что починить его нереально, а самостоятельные деяния совсем попортят ситуацию и поломают его на сто процентов. Но не стоит страшиться починка данного аппарата не таковая уж непростая задачка, в особенности для человека который хоть незначительно в этом разбирается.
Лучше не затягивать с ремонтом данной детали. Последствия несвоевременного ремонта могут быть ужасны. Прямо до нарушения работы всей системы выхлопа.

Повреждённый выпускной коллектор
Главные виды изъянов:
1) Прогорание труб
2) Трещинкы возникающие при больших отягощениях
3) Разрушение патрубка
4) Разрушение структуры сплава( в особенности типично для металлических изделий, которые при перегреве очень оплавляются и стают весьма текучими).
В большинстве ситуаций поломки обоснованы одной либо несколькими трещинками, разрывом швов, частичным выгоранием. Происходит это из-за брутальной температурной среды в движке. Раскалённые газы нехорошим образом влияют на структуру чугуна, в нём возникают трещинкы. Бывают даже случаи когда отпадает часть детали либо она просто распадается на несколько частей.
Нужный совет: При выбирании электрода непременно смотрите на свойства детали.
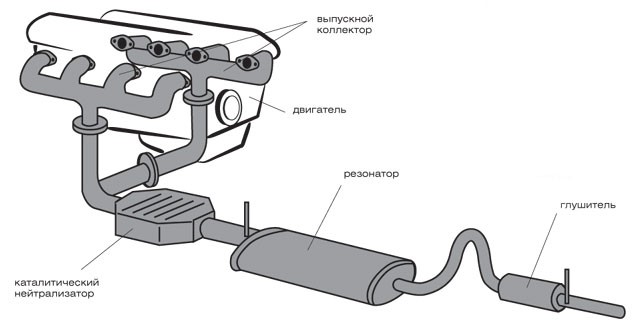
Система выхлопа машинки схема
Что можно создать с помощью сварки.
1) Подлатать трещинкы.
2) Приделать отпавшие части.
3) Собрать воедино расколовшуюся деталь.
4) «Нарастить» толщину стен.
В автомастерской на все работы предоставляется гарантийная страховка. Тогда как при самостоятельном ремонте вы всё делаете на собственный ужас и риск. Также спецы сумеют создать всё стремительно и с соблюдением техники сохранности. Правда за их труд придётся заплатить.
Не откладывайте починку в длинный ящик. Если даже на данный момент времени чинить нет, то вы сможете пользоваться специальной прохладной сваркой детали. Она поможет убрать поломку на некий срок. В это время мы и сможете заняться всеполноценным ремонтом.
Сварка металлического коллектора
Чугун- сплав железа и углерода в каком содержание углерода больше 2.14%. Такое содержание углерода влияет на крепкость данного сплава и делает его весьма неуравновешенным к механическим повреждением.
Чугунные детали варят особым образом. Всё соединено с чертами данного материала.
Главные задачи возникающие при ремонте изделий из чугуна:
1) Углерод, находящийся в чугуне, становится весьма рыхловатым и перестаёт держать форму.
2) Чугун при нагревании становится вязким и начинает течь.
3) При резких перепадах температур чугун начинает деформироваться и терять изначальную форму. Также нередки случаи когда он очень расплавляться и деталь теряет толщину стен.
Главные виды сварки коллектора:
1) Жгучая — нагрев прямо до 60 градусов.
2) Полугорячая- нагрев не наиболее чем до 300 градусов.
3) Прохладный- сваривание детали без нагревания. Происходит оно с помощью специального клея. Он временно сумеет убрать данную делему.
Виды сварки по технологическому процессу.
2)С применением полуавтомата. При всем этом будет употребляться особая проволока.
3) В аргоновой среде. Аргон будет выступать защитным газом, который препятствует окислению.
4) С помощью инвертора.
Ремонт металлических коллекторов под силу лишь опытным сварщикам. Совершенно не так давно чинить чугунные изделия было фактически нереально, а всё благодаря очень высочайшей температуре при которой чугун начинал трещать и разрушаться.
Но не так давно были выдуман новейший тип электродов, благодаря которым удалось понизить температуру до 120 градусов. Опосля чего же возникла возможность высококачественной сварки чугуна. Данный вид электродов именуется ЦЧ-4 и применяется ещё и для медных изделий. Низкая температура нагрева данного электрода дозволяет избежать разрушения чугуна и делает её намного проще и удобнее.
Ремонт металлического коллектора пошаговая {инструкция}
1) Для начала разделайте трещинку с помощью специального диска для заточки. Расширить нужно на несколько мм.
2) Подогреть пространство работы горелкой с температурой около 100 градусов.
3) Скрепите деталь с помощью специального электрода.
4) Медлительно остужаем горелку, чтоб избежать деформации чугуна. Для этого опосля работы нужно незначительно подогревать чугунное изделие.
5) Отшлифуйте получившийся шов.
Чугун весьма стремительно остывает потому нужно повсевременно поддерживать нужную температуру. Из-за высочайшей текучести чугуна советуем высверлить отверстия неподалеку от трещинкы и использовать особые графитовые прокладки
Для обыкновенной сварки применяется электрод ЦЧ-4.
А для прохладной можно употреблять ОЗЧ-6 либо ОЗЧ-2.
Как недозволено чинить чугунные детали.
1) Не ремонтируйте чугунные детали обыкновенными электродами. При таком подходе чугун быстрее всего лопнет. Нержавеющей проволокой также варить не рекомендуется. Результатом обоих этих действий станет испорченная деталь. Если же для вас тяжело разбираться во всех качествах, то еще легче доверить эту работу экспертам.

Отлично сваренная деталь большим планом

Отлично сваренный коллектор
Ремонт коллекторов из нержавеющей стали
У нержавеющей стали есть свои индивидуальности, которые также нужно учесть.
1) Легированные сплавы также могут быть подвержены разрушению.
2) Примеси металлов( никель, хром ) которые содержаться в нержавейке при нагревании окисляются и портят структуру сплава. Это может плохо сказаться на качестве соединения. Ремонт коллектора из нержавейки непростой процесс и к нему необходимо подступать с мозгом . Для нержавеющей стали применяется особый способ аргоновой сварки. Для работы с нержавейкой нужна определённая сила тока которая подбирается экспериментально.
Способы сварки нержавейки зависимо от оборудования:
1) Тугоплавкие вольфрамовые электроды используются для работы в режиме CD/АС TIG
2) Для ручной сварки потребуются жаростойкие присадки с рутиловым покрытием марки MMA.
3) Автоматическая с получением высококачественного шва.
В бытовых критериях(в гараже) обычно применяется 3-ий метод.
С ремонтом идеальнее всего обратиться в специализированную мастерскую. Там мастера сумеют не только лишь починить его да и незначительно сделать лучше его свойства.
Аргоновая сварка
Сварка аргоном целесообразна, если имеется особое оборудование — TIG. Таковой вид еще дороже, чем обычная всем сварка углекислотой. Оборудование стоит довольно недешево, ну и аргон не самый дешевенький газ. Свойства шва при аргоновом способе не постоянно выходит неплохим. Здесь всё зависит от профессионализма сварщика. Также при таком способе просто нужен доп отвод воздуха( вентиляция).
Что лучше сварка в аргоне либо прохладная
Прохладная сварка — это лишь временное решение. Надёжнее создать жаркую сварку в аргоновой среде либо в углекислоте. Её лучше употреблять тем кому необходимо срочно куда-либо двигаться и на настоящий ремонт просто не хватит времени.

выпускной коллектор из нержавеющей стали

Пример выпускного коллектора из нержавейки
Прохладная сварка при ремонте выпускного коллектора
Маленькие повреждения и трещинкы ремонтируются с помощью особых теплостойких клеевых составов. Данный способ ремонта именуется прохладной сваркой.
Перед ремонтом нужно убрать жир с того места где будет выполняться работа.О том как воспользоваться клеем написано на упаковке с ним. Опосля проведения прохладной починки получится заплатка имеющая характеристики идентичные со качествами сплава. Прохладный вариант более комфортен в местах где нереально будет провести обыденную сварку. Клей весьма некрепкий и плохо переносит динамические перегрузки, а вот со статическими совладевает весьма даже хорошо. Здесь всё зависит от производителя клеевой консистенции. Рекомендуем пристально изучить её свойства перед покупкой продукта. Благо ассортимент в магазинах большенный и отыскать неплохой продукт не составит заморочек.
Как верно чинить с помощью прохладной сварки
1) Очистите поверхность детали с помощью наждачной бумаги.
2) Убрать жир с помощью растворителя.
3) Нанести клей( при всем этом лучше быть в перчатках).
4) Подождать некое время а потом отполировать застывший раствор.
5) Через 24 часа можно ставить устройство назад в авто.
Проводить эту операцию необходимо в тёплую погоду( температура обязана быть выше +5).
По другому клей не даст никакого эффекта и вся работа будет проведена напрасно.

Клей для прохладной сварки сплава

Соединительный шов выпускного коллектора большим планом
Главные поломки системы выхлопа кара и их признаки
1)Забивка катализатора(фильтр который сдерживает сажу. Из выхлопной трубы перестаёт идти дым.
2)Поломка кислородных датчиков
3)Поломка глушителя авто. При данной для нас поломке понижается мощность машинки и резко увеличивается шум мотора.
4)Трещинкы в выпускном коллекторе. При данной для нас поломке в салоне начинает пахнуть выхлопными газами.
Заключение
Запомните к хоть какому делу необходимо подступать со всей ответственностью. Спешка в работе, неведение правил и несоблюдение техники сохранности могут привести к весьма нехорошим последствиям. Чинить выпускной коллектор это не весьма то и трудно. Чинить можно как чугунные так и коллекторы из нержавейки. Основное владеть необходимыми познаниями и умениями. А если вы обладаете опытом в сварочных работ то починка данного агрегата станет вам лёгкой задачей.

Выпускной коллектор от кара «Audi»
Сварка выпускного металлического коллектора своими руками в гараже
Аналогичный коллектор предназначен для вывода выхлопных газов из мотора внутреннего сгорания (ДВС) и является одной из принципиальных систем в любом каре. Во время работы ДВС он подвергается не только лишь высочайшим температурным перегрузкам, да и вибрации, потому образуются трещинкы. Сварка выпускных коллекторов — дело сложное, тут требуется опытнейший исполнитель, умеющий работать с чугуном.
Главные предпосылки поломок
 В системе выхлопа, в особенности старенького авто, имеющего большенный пробег, появляются проблемы, независимые от материала глушителя, потому любой шофер должен временами осматривать всю систему на предмет появления трещинок либо прогаров. Своевременное ТО освободит автолюбителя от заморочек с подменой выхлопного коллектора, что стоит весьма недешево.
В системе выхлопа, в особенности старенького авто, имеющего большенный пробег, появляются проблемы, независимые от материала глушителя, потому любой шофер должен временами осматривать всю систему на предмет появления трещинок либо прогаров. Своевременное ТО освободит автолюбителя от заморочек с подменой выхлопного коллектора, что стоит весьма недешево.
На сохранность системы вывода выхлопных газов влияют:
- переработанные газы, имеющие высшую температуру;
- консистенции брутального нрава;
- уязвимость сплава при больших отягощениях во время эксплуатации.
Возникающие задачи разделяются соответственно элементам конструкции системы выхлопа:
- Сажевый фильтр (катализатор) служит для задержки сажи, содержащейся в выхлопных газах, потому сотовые сегменты очень засоряются, из-за больших температур происходит оплавление частей. Признаки проблем — из выхлопной трубы газы фактически не выходят либо возникает едкий сизый дым.
- Кислородные датчики — происходит разгерметизация либо перегрев корпуса, моральный износ, нет контакта в электронной цепи машинки, произошли механические повреждения.
- Гофра в глушителе представляет собой цилиндр, снутри которого находится гофрированная трубка, защищенная двойной оплеткой, верхний слой которой выполнен из нержавеющей стали. Корпус эластичный, потому гасит нехорошие колебания и предутверждает разрушение всей системы — разрыв происходит из-за резкого увеличения давления газов при забитом катализаторе.
- Резонатор устанавливается перед главным глушителем, потому почти все автолюбители именуют его малым либо доп аналогичным элементом системы выхлопа. Если возросла громкость выхода газов, вибрирующие звуки в месте установки резонатора, то это гласит о том, что одна из внутренних составляющих изделия прогорела.
- Глушитель, о том, что его следует чинить либо срочно поменять, предупреждают звучные звуки при работе ДВС либо резкое падение мощности мотора, также мощная вибрация в месте крепления.
- Выпускной коллектор, если в салоне ощущается запах отработанных газов, означает, на его корпусе возникла трещинка либо произошел разрыв патрубка.
[stextbox выше повреждения происходят и от воздействия агрессивных веществ, рассыпаемых на улицах городов для борьбы с гололедицей, например, в виде соли.[/stextbox]
Оборудование и материалы
 Для сварки коллектора из чугуна лучше употреблять инвертор и прохладный способ, как более пригодный для домашних критерий. Гарантией фуррора являются такие составляющие: режим сварки и выбор электродов, при этом необходимо пользоваться особыми изделиями с содержанием никеля либо меди.
Для сварки коллектора из чугуна лучше употреблять инвертор и прохладный способ, как более пригодный для домашних критерий. Гарантией фуррора являются такие составляющие: режим сварки и выбор электродов, при этом необходимо пользоваться особыми изделиями с содержанием никеля либо меди.
Российские производители дают для такового вида работ последующие марки:
- ОЗЧ-2 и ОЗЧ-6, где база — это стержень из меди, который покрывают обмазкой, где находится порошок железа;
- железно никелевые электроды для выполнения сварки на неизменном токе;
- медно-железно-никелевые МНЧ-2 разрешают получить шовное соединение сверхтехнологичного типа, которые препятствуют образованию коррозии, и непревзойденно переносят контакт с брутальными средами и жаркими газами.
[stextbox Емельянов, образование: колледж, специальность: сварщик 5 разряда, опыт работы: с 2000 года: «При выборе необходимого электрода учитывается толщина детали, общий вес и условия эксплуатации, правильность подбора — это залог прочного соединения».[/stextbox]
Индивидуальности работ
Если найдена трещинка на коллекторе, то необходимо сходу заварить, не ждя, когда она приведёт к обрыву патрубка. При всем этом нужно учесть из какого материала сделано изделие, к примеру, чугун различается от остальных материалов тем, что при сварочных работах нужно наращивать присутствие углерода в границах 2—6%.
Шовное соединение
 Сварка коллектора металлического просит от исполнителя высочайшей квалификации, она проводится с обогревом детали либо прохладным способом, для всякого нужно избрать надлежащие электроды.
Сварка коллектора металлического просит от исполнителя высочайшей квалификации, она проводится с обогревом детали либо прохладным способом, для всякого нужно избрать надлежащие электроды.
При нагреве нужно повсевременно поддерживать температуру изделия, потому что чугун стремительно остывает. Необходимо с 2-ух сторон трещинкы просверлить отверстия, чтоб предупредить ее распространение при нагревании.
Основательно разделать трещинку, чтоб новейший сплав заполнил ее на сто процентов, прилегающий участок зачистить. Процесс сварки сопровождается огромным выделением СО2, потому что выгорает углерод, потому нужно организовать сильную вытяжку. Лишнее парообразование усугубляет свойство шва. Опосля окончания сварки длится обогрев детали, чтоб чугун остывал медлительно и на поверхности шва не сумел образоваться слой белоснежного налёта, который обработать нереально.
Виды сварки чугуна
В индустрии выделяют три способа сварки чугуна:
- Жаркий — разогрев заготовки происходит до 600—650 °C.
- Полугорячий, когда сплав разогревается не выше 300—350 °C.
- Прохладный вариант — нагревание детали не делается.
3-ий вариант различается тем, что шов проваривают маленькими отрезками с следующим наложением повторного слоя, чтоб избежать коробления.

Газовая
Отличные результаты по качеству и прочности шва дает газовая сварка металлических деталей, при всем этом предотвращается излишнее выгорание углерода, также методика дозволяет предварительное и следующее нагревание изделия для неспешного остывания.
Внедрение полуавтомата
Методика обычная, основное для исполнителя знать порядок выполнения сварки и за ранее приготовить деталь, конкретно от второго деяния зависит крепкость и свойство шовного соединения. В качестве присадки употребляется проволока специального состава.
Аргоном
Применять аргон как защитный газ при сварке полуавтоматом достаточно затратно, наилучший вариант — это TIG сварка металлических конструкций с применением неплавящегося электрода из вольфрама в среде защитного газа.
С помощью инвертора
Подобная сварка просит проведение огромного объёма подготовительных работ, с учетом последующих советов:
- область сварки зачищается до блеска лепестковым кругом;
- потом кропотливо обезжирить поверхность бензином Б-70 либо остальным растворителем;
- трещинку углубить, сделав конусообразную расшивку.
С инвертором сварка производится послойно, а в качестве опорных частей употребляются шпильки из стали.
Самостоятельный ремонт
Выпускной коллектор из чугуна можно отремонтировать с помощью сварки в своем гараже, если у вас имеются способности аналогичной обработки этого сплава и нужное оборудование. За ранее края трещинок сверлят, отступая от 3-5 мм, кромки разделывают на всю глубину, лишь бывалые исполнители рекомендуют при всем этом не употреблять болгарку.
Опосля подготовки приступают к сварке, используя аргонодуговое оборудование, либо наплавляют сплав газопорошковым способом. Опосля сварочных работ, если имеется особый стол-манипулятор, на котором комфортно накрепко закреплять конструкции в подходящем положении, изделию дают время на остывание. Получившиеся шовные соединения нужно отшлифовать.
На ремонт коллектора из чугуна либо нержавеющей стали у опытнейшего исполнителя уходит не наименее 2— 5 часов, что зависит от нрава неисправности и критерий выполнения работ. К примеру, сварка электродами либо газовый вариант, заходит в этот период времени, а методика порошковой наплавки просит некоторое количество дней, поэтому что коллектор будет остывать не наименее суток.
Выводы
До этого чем приступать к ремонту треснувшего выпускного коллектора, необходимо реально оценить свои силы, учтите, что мельчайшее отклонение от методики сварочных работ, нарушение техники сохранности и желание резвее окончить работу приведут к нехорошим последствиям. Переработать сварку горе-мастера не сумеет и специалист, т. к. были допущены серьёзные ошибки — такое изделие легче выслать на свалку, а взамен приобрести новейший из магазина.



























