Как заварить чугунную трубу

Как варить чугун электросваркой либо сварка чугуна
Чугун — это особенный сплав железа и углерода, который имеет температуру плавления еще меньше чем у стали. При всем этом, расплавленный чугун, весьма стремительно затвердевает, образуя на поверхности большие поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, тяжело, так как необходимо иметь не только лишь специально созданные для этого электроды по чугуну, да и определённые познания.
Что касается электродов для сварки чугуна, то они имеют в составе обмазки особенные составляющие, которых нет в рутиловых электродах. В состав электродной обмазки входят такие составляющие, как: термит, ферросилиций, алюминий, жидкое стекло, и, некие остальные составляющие. Хорошей кандидатурой электродам для чугуна, являются графитовые электроды. Они разрешают варить чугун электросваркой, буквально так же, как угольные и вольфрамовые электроды.
В отличие от сварки стали, сварка чугуна просит особенной подготовки поверхности. Подготовка чугуна перед сваркой дозволит не допустить возникновение почти всех изъянов. О том, как варить чугун электросваркой, будет поведано в данной статье веб-сайта mmasvarka.ru .
Подготовка чугуна к сварке
Чтоб сварить чугун его необходимо подабающим образом приготовить. Свариваемые поверхности нужно зачистить наждаком либо болгаркой, можно применять для этого и щетку по сплаву. Для заваривания трещинок в чугуне, дефектные места, также подвергаются особенной подготовке.

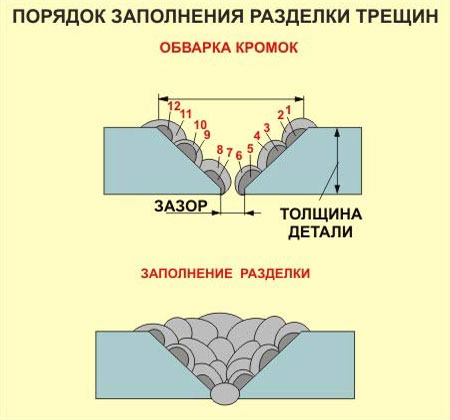
Сначала, трещинкы нужно незначительно расширить, делается это почаще всего механическим путём (вырубкой сплава). Разделка трещинок обязана быть осуществлена, таковым образом, чтоб недостаток возрос в разменах, не наименее чем на 5 мм с обеих сторон. Концы трещинок опосля разделки нужно засверлить, чтоб приостановить их предстоящее распространение.
Электроды для сварки чугуна
Для того чтоб варить чугун электросваркой потребуются последующие виды электродов:
- Для сварки ковкого чугуна — электроды ЦЧ-4, ОЗЧ-2 и ОЗЧ-6 либо электроды МНЧ-2;
- Для сварки сероватого чугуна, используются электроды ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2, также электроды МНЧ-2;
- Для сварки прочного чугуна, можно применять электроды МНЧ-2, ОЗЧ-3 либо электроды ОЗЖН.

Варить чугун рекомендуется на малых токах и безпрерывно. Сварка металлических изделий угольными электродами, делается лишь на неизменных токах прямой полярности.
Как варить чугун электросваркой
Сварка чугуна электродами осуществляется за несколько шагов, включая шаг подготовки свариваемых изделий.

Для того чтоб варить чугун в домашних критериях, потребуются последующие инструменты для сварки:
- Сварочный инвертор;
- Электроды, рекомендуется брать электроды не наиболее 3 мм поперечником;
- Болгарка либо щетка по сплаву;
- Маска сварщика;
- Молоток для удаления шлака и проковки сварного шва.
Как и положено, поначалу делается подготовка изделия. На данном шаге чугун зачищается, осуществляется распил трещинок и остальных изъянов.
Потом следует нагревание металлической детали и её сваривание. На данном шаге весьма принципиально избежать не только лишь перегрева поверхности, да и не допустить её резкого остывания. По данной причине, силу тока для сварки чугуна следует выбирать несколько наименьших значений, чем при сварке стали.

Для заваривания трещинок в чугуне, как было сказано ранее, вести корневой шов необходимо безпрерывно, другими словами, без колебаний. При всем этом, весьма принципиально не перегревать околошовную зону, так как температура выше 80°С, является уже критичной. Вследствие этого для заваривания чугуна подступает многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
Чтоб сварить чугун, поначалу нужно выполнить наплавку сплава с краёв фаски, потом, по мере расплавления сплава, заполнить им сварочный шов. Непременно опосля всякого прохода нужно не забывать, и созодать «по жаркому» проковку валика.
Сварка чугуна
Сварщик — это спец, который может соединять разные сплавы под различные нужды: водопровод, опорные конструкции, декоративные элементы. Но рано либо поздно любой сварщик сталкивается с вопросцем: как заварить чугун? И тут все прошлые способности оказываются не эффективными. Ведь, подобрав нужные характеристики сварки, и верно ведя шов, опосля окончания процесса все равно в чугуне возникают трещинкы и поры. Чтоб верно варить чугун нужно разобраться в особенностях этого сплава, методах подготовки поверхности под сварку, и главных способах соединения схожих материалов. Определенные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросцы.

Индивидуальности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сходу достигнули «взаимопонимания». Было испробовано огромное количество способов и оборудования, до этого чем определены главные методы сварки чугуна.
Соединять этот материал меж собой, также с иными видами стали может быть, но проблематично ввиду последующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещинок в процессе остывания. Сварщик слышит свойственное потрескивание сплава, что гласит о появляющихся недостатках. Следующая обработка данного участка затрудняется жесткими местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может стремительно расколоться. Заваренный сплав нужно защитить от перекалки. Для этого используются подготовительный обогрев и способы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. Опосля выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест. Свариваемый участок принципиально защитить от действия окружающего воздуха, для что употребляются особые порошки-флюсы. Добавочно, сварочный сплав насыщают иными элементами, не позволяющими углероду выйти наружу. Это присваивает сварочной ванне большей вязкости и крепости.
- Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высочайшая текучесть содействует прожигам и выходу сплава с оборотной стороны соединения. Трещинку в тонких элементах можно варить лишь с применением особых графитовых подкладок. Сваренный сплав получает поддержку в виде такового основания и не продавливает шов с оборотной стороны. Данная подформовка дозволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
Как верно приготовить материал для сварки
Разработка сварки чугуна включает и грамотный процесс подготовки сплава, учитывающий характеристики материала, и предотвращающий возникновение изъянов опосля окончания работы. В подготовку врубается:
- Распил трещинок. Нередко трещинкы в чугуне имеют узкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов мало заплавит высшую часть трещинкы, оставив разрозненную структуру снутри. Сопротивление на разрыв и излом будет весьма слабенькое. Чтоб отлично заваривать подобные места, нужно распиливать трещинкы «болгаркой» с узким диском. Чем толще сплав, тем поглубже можно созодать запил.
- Просверливание краев. Окончания трещинок могут быть поглубже и далее, чем дозволяет узреть зрение. Потому перед тем, как сваривать трещинку, принципиально просверлить отверстия по ее краям, отступив на 5 мм от зрительно различимого конца разлома. Это дозволит отлично заполнить сплавом место снутри и поможет предупредить продолжение раскола.
- Разделка кромок. Свариваемость чугуна различается перекалкой в месте соединения, что ведет к хрупкости участка. Чтоб предупредить это явления принципиально производить равномерный прогрев по всей длине шва, и довольно разбавить пространство соединения присадочным сплавом. В этом помогает грамотная разделка кромок. При соединении толстых пластинок стоит выполнить скосы краев под 45 градусов, и бросить маленькое притупление у основания в 3-4 мм. Схожая разделка поможет отлично заполнить пространство соприкосновения и сделать устойчивый к трещинкам участок.
- Подформовка. Когда варится узкий элемент из чугуна, то велика возможность протечки водянистого сплава. Подкладка из графита дозволит поддержать прогретый участок и сохранить первоначальную форму изделия.
Разработка наложения шва
Чтоб сварщик отлично осознавал как варить чугун электросваркой, стоит усвоить несколько принципиальных аспектов процесса. Одним из их является избежание перегрева поверхности. Для этого стоит выбирать наименьшую силу тока, чем при обыкновенной стали, и электроды поперечником 3 мм.
Можно ли заварить чугун отменно зависит и от равномерности наложения шва. Для этого разделывают кромки пластинок и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывающимся методом. Во 2-ой проход необходимо заварить не пройденные участки. Следующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым умеренно и насыщенным сплавом с наименьшим содержанием углерода.
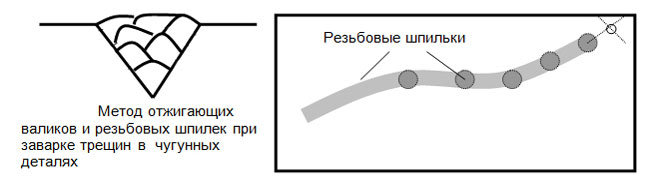
В особо ответственных изделиях используют технологию шпилек. Она еще эффективней дозволяет сделать равномерный прогрев, чем все прошлые способы, но производится подольше по времени. Чтоб осознавать как верно расположить шпильки на пластинках, можно поглядеть видео по сварке ответственных деталей из чугуна. Разработка заключается во ввертывании шпилек по бокам кромок и на неком расстоянии от стыка. Процесс начинается с обварки ввинченных частей с малой наплавкой. Сварка производится в разброс. Опосля обхода шпилек начинается сцепление самих пластинок. Постепенное наложение валиков и равномерный прогрев, также наличие наиболее покладистого сплава для сварки, разрешают сделать надежное соединение.
Сварка сероватого чугуна, всераспространенного в индустрии, сопровождается обеспечением неспешного остывания. Для этого изделие оставляют засыпанным золой либо песком, пока температура материала не опустится до комнатного уровня. Это дозволяет снять напряжение в сплаве и избежать микротрещин.
Перед сваркой нужно посыпать линию соединения бурой либо другими порошками-флюсами. Это уменьшит соприкосновение наружного воздуха с углеродом в материале, и понизит поры. При всем этом, у варящих профессионалов обязана быть не плохая вентиляция, защищающая органы дыхания от газового облака.
Прохладный способ
Сварка чугуна прохладная употребляется на малеханьких предприятиях и в домашних ремонтных работах. Может производиться электродами либо пламенем горелки с доборной присадкой. Сущность способа в работе с сплавом без подготовительного обогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного предназначения.
Способ различается относительно резвым проведением работ и дешевизной процесса. Из недочетов выделяются появляющиеся поры и микротрещины опосля окончания сварки. Швы требуют следующей обработки для зрительно симпатичного вида.
Жаркий способ
Жгучая сварка чугуна употребляется на ответственных изделиях. Сущность заключается в подготовительном обогреве сплава до температуры 600 градусов. Для этого используются аппараты индукционного нагрева. Напряжение с частотой 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ) подключается к изделию и разогревается проведением тока. В наиболее простых критериях употребляют кузню и горн, либо паяльную лампу.
Преимуществом способа служит совершенно прогретый сплав, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Следующее плавное остывание в золе, время от времени длящееся несколько суток, обеспечивает крепкий и целостный шов.
Недочетами жаркого метода можно считать дороговизну оборудования и продолжительность сварочного процесса. Этот способ рационален лишь на особо принципиальных системах.
Аппараты и расходные материалы
Сварка чугуна в домашних критериях, также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым всераспространенным является электросварка. Лучше использовать аппараты неизменного тока, поэтому что напряжение трансформатора усугубляет процесс.
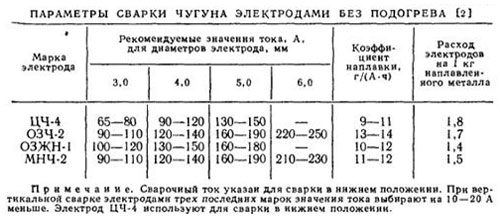
Работа проводится электродами поперечником 3-4 мм, и силой тока 90-120 А соответственно. Отлично подходят электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Наиболее драгоценным вариантом будут МНЧ-2, где база стержня содержит в себе сплав меди, никеля и марганца. Это значительно разбавляет хрупкий сварочный сплав, и присваивает ему вязкости и следующей крепости. Употребляются и самодельные электроды, в базе которых магазинный продукт Э-46, обмотанный обнаженным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и крепит шов. Встречаются и не плавящиеся электроды, применение которых просит доборной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Разработка подобна сварке обыденным электродом. Вероятна сварка и пламенем горелки от кислородно-пропановой консистенции. Так реально заварить не толстые пластинки до 4 мм. Присадочная проволока быть может порошковой, что сходу служит и наплавляемым материалом и защитой от наружной среды.
Не все сварщики обожают работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив главные правила по сварке этого сплава, и подобрав нужные электроды либо остальные материалы, можно создавать высококачественные соединения.
Советы и советы, как варить чугун электросваркой в домашних критериях
Выполнение сварочных работ просит специального профильного образования, да и мастера – самоучки достигают добротных результатов, в особенности при сварке деталей либо заготовок из обычной стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), либо тугоплавкий сплав, отличающийся особым хим составом либо качествами. Например, чугун.

Чугун в собственном составе имеет высочайшее содержание углерода, что и обуславливает его индивидуальности, действующие как на обработку, так и последующую эксплуатацию. В связи с сиим, более нередкие вопросцы, которые можно услышать, являются последующие:
-
Как варить чугун электросваркой?
Разработка сварки чугуна
Сварка чугуна электродом в домашних критериях вероятна, но просит соблюдения определенных советов и практических способностей у человека, который будет делать работы. Отливают чугун при низких (по сопоставлению со сталью) температурах. Температурный режим, применяемый при отливке чугуна всего 1200-1500° градусов. Это, также высочайшее содержание углерода и влияет на характеристики сплава.
Существует жгучая и прохладная сварка чугуна. При выполнении хоть какого из способов от мастера требуется учесть последующее:
-
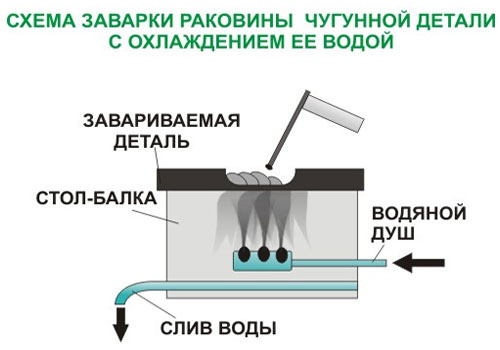
Категорически запрещается резвое остывание поверхности чугуна. Если производится сварка чугуна со сталью, для роста времени остывания крайней рекомендуется засыпать деталь угольной пылью либо сухим песком. Резвый нагрев либо остывание чугуна в итоге влияет на возникновение трещинок и делает трудности в процесс предстоящей обработки детали. Сварка стали с чугуном производится безникелевым электродом, обычно в два прохода.
Некие расходные материалы предусмотрены только для обработки чугуна, остальные можно применять при композиции 2-ух металлов. Проф сварка и наплавка деталей из чугуна заключается в серьезном соблюдении технологического процесса обработки поверхности и выполнения следующих работ.
Как уже отмечалось, работы с чугуном производятся 2-мя методами: жарким и прохладным способом, при всем этом употребляются как уже готовые электроды, так и сделанные кустарным методом. Без помощи других сделанные комплектующие употребляют не только лишь в домашних критериях, да и на производстве.
В электрод для чугуна заходит последующий состав термитной консистенции для сварки:
Кандидатурой электродам по чугуну быть может особая присадочная проволока с графитовым стержнем.
Индивидуальности восстановления металлических деталей сваркой вне зависимости от избранного способа содержат в себе последующее:
-
Подготовка поверхности – недостатки нужно удалить. Недостатки вырубают механическим либо ручным способом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину выше 20 мм, вырубают раздельно, меньше совместно.

Опосля выполнения работ деталь может употребляться опосля полного остывания. В этот момент проводится повторный контроль свойства. Соединение металлических труб проверяется при помощи заполнения их жидкостью.
Электросварка чугуна в домашних критериях быть может выполнена лишь прохладным способом. Прохладный способ сварки чугуна ограничивает возможность выполнения работ только определенными марками сплава. Легче всего наложить сварной шов на сероватый чугун. Работы с черным либо промасленным сплавом требуют соответственной квалификации мастера и внедрения нужного оборудования.
Как сваривать чугун электросваркой
Верно варить чугун электросваркой можно лишь при условии использования правильных электродов, также нужного оборудования. Изюминка проведения работ будет то, что в зоне наложения шва увеличивается хрупкость сплава.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По данной причине разработка сварки чугуна электродами в промышленных критериях значительно различается от обыкновенной обработки остальных металлов и просит нагрева материала до температуры около 600-650° градусов.
Для работ употребляют последующие виды электродов:
-
ОЗЧ-2 – имеют медный стержень, покрытый особым составом, включающим в себя графит.
Электросварка металлических изделий прохладным способом просит соблюдения определенного темпа наложения шва и контроля, чтоб поверхность не разогрелась выше нужных характеристик. Сварщик делает работы «вразброс», маленькими участками с неотклонимой проковкой и перерывами.
Потому что индивидуальностью чугуна является неспешное остывание, чтоб заварить чугунную деталь может потребоваться огромное количество времени. При восстановлении маленьких изъянов неотклонимым является внедрение графитовой подложки, во избежание вытекания сплава.
Способы сварки чугуна

Зависимо от того, какое свойство и крепкость наложения шва будет нужно, могут применять различные методы проведения работ. Виды сварки чугуна содержат в себе последующие:
-
С внедрением инертного газа – способ употребляют для ремонта канализационных труб, деталей кара. Метод сварки с инертным газом подступает, если нужно сварить неоднородные сплавы.
Методы сварки чугуна довольно многообразны, при этом при желании и наличии определенных критерий работы можно выполнить и дома. При домашней сварке будет нужно не плохое познание хим состава чугуна и его параметров.
Газовая сварка чугуна
Этот метод в главном употребляют, если нужно обеспечить сварной шов высочайшей прочности при условии необходимости маленького провара основного сплава. При всем этом разработка газовой сварки чугуна предполагает огромное обилие применяемых режимов наложения шва, от которых и зависит конечный итог. На свойство влияют последующие составляющие:
-
Режимы подачи напряжения.
Технологический процесс газовой сварки металлических изделий предполагает соблюдение последующих рабочих характеристик:
-
напряжение дуги 18-21В
Работы проводятся при помощи сварной проволоки 09Г2СА либо ПАНЧ 11 с поперечником 1 мм.
Прохладная сварка чугуна
Прохладная сварка для чугуна производится в главном в бытовых критериях. Преимуществом прохладного метода является отсутствие необходимости в доп оборудовании для выполнения работ. При наложении шва употребляют последующие разновидности электродов для прохладной сварки:
Делают наплавку укладкой 1-го либо нескольких валиков сварного шва. При использовании железных электродов неотклонима установка шпилек для роста прочности соединения. Любые электроды, в состав которых заходит железо, и никель в главном употребляют для ремонта маленьких повреждений.
Разработка прохладной сварки чугуна предполагает и исправление огромных изъянов поверхности. Для этих целей употребляют чугунные электроды с покрытием из графита.
Жгучая сварка чугуна
Жаркий метод сварки используют в промышленных критериях. Сварка жарким способом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Способ содержит в себе последующие этапы:
Разработка жаркой сварки чугуна дает высококачественный однородный шов и быть может выполнена только в промышленных критериях. Для соблюдения критерий процесса требуется применение определенных девайсов: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну употребляется для проведения сварочных работ в среде защитных газов. В главном употребляются две разновидности расходного материала:
-
Для работ в среде защитных газов – неотклонимым является внедрение углекислого газа для препятствия действия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего свойства чем получаемый при помощи порошковых расходников.
Никелевая проволока обычно употребляется для проведения сварочных работ прохладным способом. Свойства никелевой проволоки разрешают применение для устранения незначимых изъянов поверхности.
Какие электроды употребляют для сварки чугуна
Изюминка сварки чугуна при помощи электродов состоит в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом сплаве. При выгорании образуются поры, действующие на свойство и крепкость соединения сварного шва.
Потому для сварки металлических изделий используются электроды, имеющие в собственном составе никель и медь. Этому есть разумное разъяснение, связанное с чертами этих металлов:
-
Никель – растворяется без остатка в железе, входящем в состав чугуна. При всем этом никель вполне нейтрален по отношению к углероду и вступает с ним в хим реакцию. Это дает определенные достоинства. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягеньким и покладистым для предстоящей обработки.
Если гласить о марках электродов для сварки и наплавки, то на рынке около 10-ка типов продукции созданной для определенных целей и имеющей свои специальные характеристики. А конкретно:
-
Сварочные электроды для чугуна СЧ 20 – для работ с сероватым чугуном употребляют электроды с графитовым покрытием. Электроды СЧ 20 разрешают на выходе получить шов вполне схожий по собственной структуре и хим составу обрабатываемому сплаву.
Можно без помощи других сделать электроды близкие по составу к перечисленным выше. В особенности если учитывать, что МНЧ-2 является редчайшим и дефицитным, изготовка его аналога в домашних критериях полностью оправдано. Для производства пригодится создать последующее:
-
Снять обмазку с обыденного электрода. Приобретенный состав измельчить и смешать в равных пропорциях порошка железа. Допускается внедрение маленькой стружки.
Категорически запрещается применять в качестве стержня латунную проволоку. В состав латунной проволоки заходит огромное количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться ядовитое вещество, что может стать предпосылкой сурового отравления.
Какая маркировка употребляется для обозначения электродов, которые могут быть применены для сварочных работ?
-
ОЗЧ-2, ОЗЧ-6 – эти электроды делаются методом нанесения ферритового порошка на медный стержень. Назначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение маленьких изъянов при помощи проведения прохладных работ. По своим чертам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно сделать в домашних критериях.

Техника сохранности при сварке чугуна
Проведение работ с чугуном просит соблюдения мер сохранности, направленных на обеспечение соответствующих критерий на рабочем месте. При всем этом требуется учесть последующие аспекты:
-
Электросварка чугуна в домашних критериях обязана проводиться в отлично освещенном и проветриваемом помещении.
При работах с чугуном способом электросварки действуют все главные требования, относящиеся к проведению всех сварочных работ без исключений. От мастера требуется придерживаться правил неопасной эксплуатации электронного сварного оборудования.



























