{Инструкция} Пайка алюминия в домашних критериях
[Инструкция] Пайка алюминия в домашних критериях
Алюминий является довольно распространённым сплавом, обширно применяемым в народном хозяйстве. В большей степени употребляются его сплавы, но время от времени он применяется в фактически чистом виде. Мы поведаем для вас как можно паять алюминий в домашних критериях.
Почему появляются препядствия с пайкой?
Этот сплав владеет обилием плюсов, а именно, лёгкостью и гибкостью. Не считая того, благодаря образуемой на его поверхности плёнке оксида, сплав фактически нейтрален и не вступает в реакцию с брутальными средами либо пищевыми продуктами.
Но конкретно это свойство сплава и является неувязкой в тех вариантах, когда нужно произвести соединение нескольких дюралевых деталей с помощью пайки.

Радиатор из алюминия
Почаще всего алюминий применяется, как материал для производства разных радиаторов: систем отопления, остывания компонент электроники, авто жидкостей и пр. Схожее внедрение обосновано низкой теплоёмкостью и высочайшей теплопроводимостью сплава.
Невзирая на довольно низкую хим активность время и температура делают своё дело и в корпусах дюралевых радиаторов возникают трещинкы, заделать которые довольно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже неприметны людскому глазу, но из их может уходить довольно огромное количество воды, которую придётся часто подливать в систему остывания.

Ремонт системы остывания – довольно дорогостоящее мероприятие. Часто сервисные центры либо автомастерские, особо не натуживаясь, просто меняют радиатор полностью заместо того, чтоб поправить его с помощью запаивания отверстия.

Спайка нескольких частей
Без помощи других убрать отверстие можно 2-мя способами: с помощью пайки либо с применением прохладной сварки. При всем этом, в обоих вариантах придётся столкнуться с одной серьёзной неувязкой.

Алюминий на воздухе сходу же окисляется
При содействии алюминия с воздухом, он сходу же окисляется, а его поверхность покрывается узкой плёнкой оксида.
Оксид владеет изолирующими качествами и классические материалы, применяемые в качестве припоя, не способны не то чтоб соединить две дюралевые поверхности, но даже просто отлично «прилипнуть» к поверхности, которую покрывает оксид.
Конкретно потому паять алюминий весьма и весьма тяжело.
Пайка с помощью обыденного паяльничка не даёт хотимых результатов. Можно даже сказать, что она не даёт никаких результатов, так как даже при использовании особых флюсов для пайки часто выходит заместо ровненького паянного шва неравномерное нагромождение припоя, очевидно не имеющее неплохого контакта ни с одной из припаиваемых поверхностей.
Как осуществляется пайка
Для пайки алюминия употребляется спец припой, способный противостоять защитному действию оксидной плёнки на поверхности сплава.
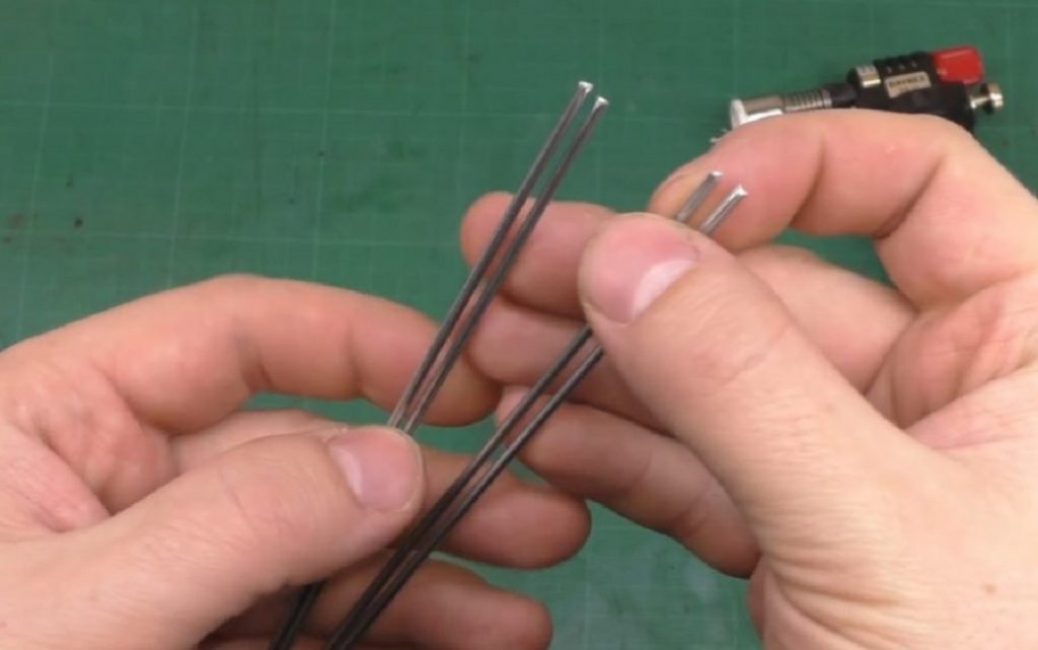
Особый припой для пайки
В качестве такового припоя могут выступать несколько марок, к примеру, HTS-2000 либо Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого сплава (употребляются соединения цинка), в центр которой залит особый флюс для пайки алюминия.
Конкретно этот флюс и употребляется для того, чтоб растворить узкую оксидную плёнку на поверхности алюминия. Для того, чтоб верно провести пайку, нужно обеспечить температуру спаиваемых поверхностей +480°С.
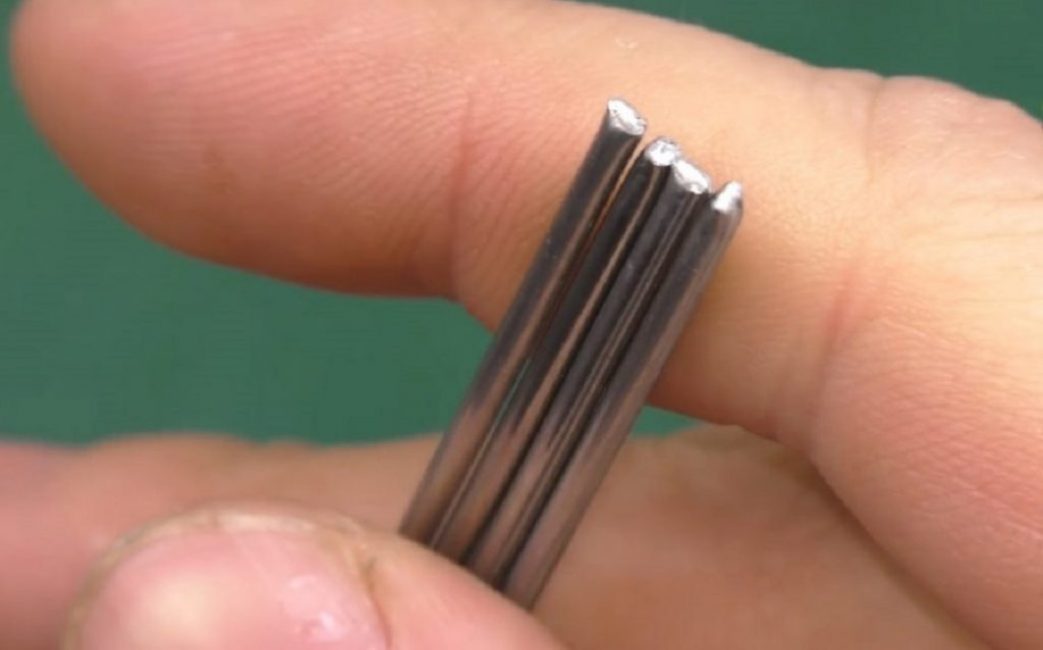
Припой бывает различных размеров
При наименьших температурах сплав припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таковым образом возможность материалу припоя обеспечить неплохой контакт с поверхностью.
Для того, чтоб придать элементам конструкции требуемую температуру, употребляется рядовая газовая горелка. Для данной цели можно пользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают разные изделия из медных трубок и радиаторов. Это быть может, к примеру, сервисный центр по ремонту холодильников и пр.
Время от времени поиск правильного припоя может занимать довольно существенное время, так как неувязка довольно специфичная и не всюду может находиться интересующая информация. В последнем случае, можно пользоваться услугами хоть какой торговой площадки. Это быть может, к примеру, та же сеть Авито.
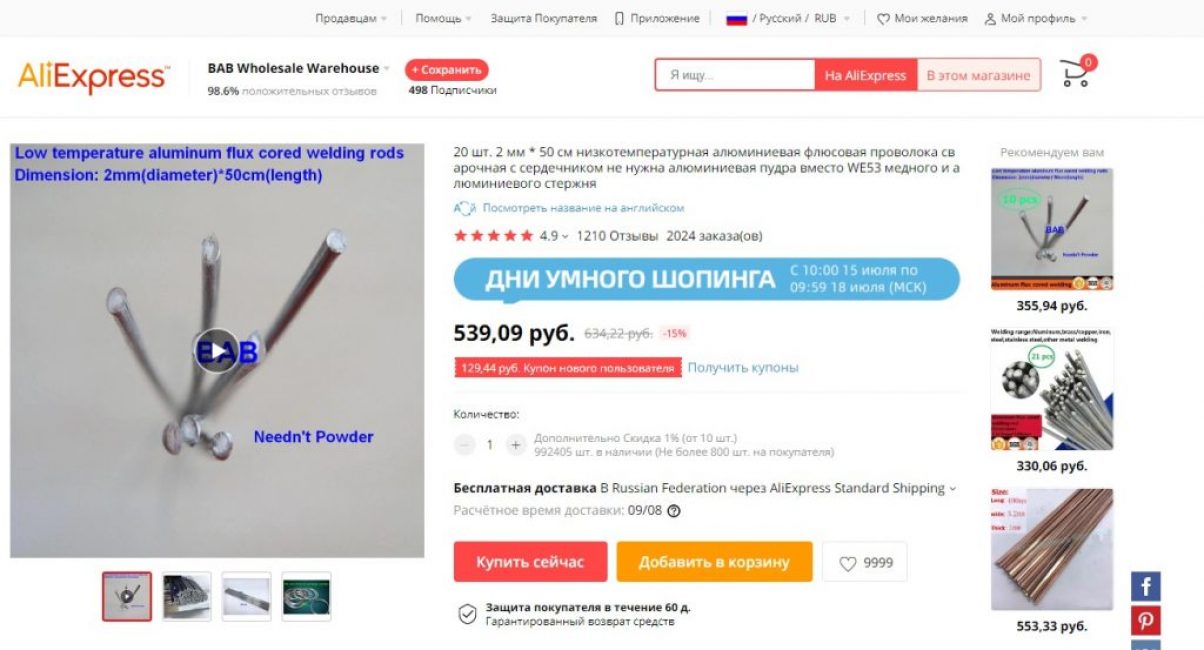
Но идеальнее всего (если, естественно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать хоть какой интересующий припой для алюминия по симпатичной стоимости и достаточно стремительных сроках доставки.
К примеру, покупку припоя для дюралевых изделий можно произвести здесь: Перейти на веб-сайт
Лучше перед началом пайки, в особенности ели она делается впервой, провести тренировочную пропайку отверстий. Для этого в хоть какой ненадобной трубке следует сделать несколько отверстий, которые необходимо будет запаять.

Пространство спайки обязано быть отлично прогрето
Потому не надо выбирать для нагрева спаиваемых частей горелки маленький мощности либо откровенно низкокачественный продукт.
Пламя у таковых горелок будет очень узеньким, оно плохо прогреет края шва, и пайка будет продолжаться весьма длительно, так как припой будет повсевременно пробовать стечь с места пайки, собираться в шарики, без охоты прилипать к сплаву и т.д.

Созодать спайку дюралевых деталей с помощью маломощных горелок весьма проблематично, потому лучше применять горелку-насадку на баллон
Её обширное пламя дозволяет прогревать за один проход не только лишь спаиваемые места, да и сплав на неком расстоянии от их.
Последовательность пайки

Для того, чтоб спаять две дюралевых детали, нужно создать последующее:
С помощью такового метода можно не только лишь запаивать изделия из алюминия, да и спаивать совместно листовой алюминий.

Спаянные меж собой два элемента
Аналогично ранее рассмотренному случаю, сначала осуществляется всесторонний прогрев спаиваемых поверхностей, а потом внесение припойно-флюсовой трубочки в пламя горелки в месте контакта 2-ух деталей.
В итоге обязано получиться приблизительно так:
- Крепкость пайки таковым методом выходит весьма высочайшей, а соединение надёжным
- Сломать шов весьма и весьма тяжело
Разглядим на примере, как нужно спаять две трубки. Сначала их располагают друг напротив дуга и сглаживают.

Принципиально чтоб трубки были верно выставлены и закреплены
Дальше всё происходит по традиционной схеме: у обеих трубок нагревают концы на глубину не наименее 3 см. Дальше концентрируют огнь на шве и просто подносят припой к месту шва.
Припой стремительно разливается и трубки сходу же спаиваются.

Припой на сто процентов заполняет шов по кругу. При всем этом благодаря флюсу, который разливается только по шву, припой не попадает вовнутрь трубки и не забивает её. При всем этом шов выходит весьма крепкий. Трубка изгибается довольно просто, но шов при всем этом остаётся целым.

Проверка на крепкость готовой пайки
Цинковый припой владеет весьма высочайшей текучестью; он заполняет паз на сто процентов, делая соединение герметичным. Аналогичным образом можно запаивать любые дюралевые конструкции хоть какого поперечника.
В таковых вариантах может потребоваться полная подмена элемента элемента. Но это уже совершенно иная история.
Вывод
Сам же способ пайки с внедрением цинкового припоя в виде трубочки с флюсом снутри является рабочим вариантом, не считая того, его можно отнести к экономным.
Стоимость 50 см трубки с флюсом составляет порядка 90 руб. Это наиболее, чем удачное решение, на фоне таковых операций, как аргонная сварка. Её стоимость может составлять несколько сотен, а то и тыщ рублей.
Схожий метод пайки нередко употребляется в авто мастерских для ремонта радиаторов.
ВИДЕО: ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
[Инструкция] Пайка алюминия в домашних критериях
Для нас весьма принципиальна оборотная связь с нашими читателями. Если Вы не согласны с данными оценками, оставьте собственный рейтинг в комментах с аргументацией Вашего выбора. Ваше мировоззрение полезно иным юзерам.
Пайка алюминия в домашних критериях: механизм работы
Представить реального владельца дома без паяльничка в хозяйстве сейчас, как и несколько десятилетий вспять, фактически нереально. В критериях производства сварка и пайка алюминия, также его сплавов делается с помощью особых материалов, установок. Пайка разных дюралевых деталей в домашних критериях вероятна благодаря оловянно-свинцовым припоям ПОС-50 и ПОС-61.
Пайка припоями в домашних критериях, где нет специального оборудования (осваивать работу газовой горелкой не надо), также материалов, может выполняться несколькими методами, которые будут рассмотрены дальше. Потому что поверхность алюминия и сплавов неустойчива к образованию оксидной пленки (при контакте с воздухом), простые методы пайки дюралевых изделий не подходят.

Главный задачей во время пайки алюминия является удаление оксидной пленки с поверхности сплава, также следующая защита его от контакта с воздухом средством наносимой на алюминий канифоли, минерального масла (для швейных машинок), щелочного масла либо насыщенного раствора медного купороса.
Методы подготовки алюминия к пайке
Метод №1
Данный метод подразумевает применение канифоли в за ранее очищенном (обезжиренном) месте возможной пайки. Опосля этого в работу вступает мощнейший паяльничек, которым прижимается шкурка к месту пайки. Дальше шкуркой трут поверхность, временами облуживая электронным паяльничком поверхность, обработанную шкуркой.
Последующим шагом готовится дюралевая заплата, опосля что припаивается обыденным способом. Невзирая на то, что канифоль является нередко применяемым при пайке материалом, функцию лучше проводить при помощи масла для швейной машины.
Метод №2
На пространство пайки наносится канифоль, в которую за ранее добавляются стальные опилки. Дальше залуженный и довольно разогретый паяльничек натирает пространство, тем добавляя припой.
Железные опилки своими наточенными гранями непревзойденно снимают с поверхности алюминия окись, тем позволяя меж оловом и алюминием добиться хорошего сцепления. Легко додуматься, что внедрение данного способа подготовительной чистки сплава не предполагает.
Метод №3
Сходу стоит акцентировать внимание на том, что разработка внедрения данного метода хотя и является более надежной, но самой трудозатратной, требующей много времени и сил.
- Перед началом пайки рабочий участок дюралевых деталей очищается от оксидной пленки методом омеднения (действием медью). В этом случае применяется гальванический способ покрытия железных поверхностей сплавом.
- Поначалу в области места пайки создается пластилиновый бортик, позднее образующий ванночку. На дно ванночки наносится узкий слой насыщенного раствора медного купороса. Отметим, что вопреки всераспространенному воззрению о проблематическом доступе к медному купоросу, достать его совсем легко, потому что он довольно нередко встречается в опрыскивании растений от различных специфичных болячек и вредителей. Ванночка не будет нужно в этом случае, если повреждение алюминия некординально. Таковым образом, готовить ванночку из пластилина для нескольких капель медного купороса нецелесообразно.
- Также не обойдемся без роли проводов: в ванночку помещается обнаженный медный провод (много проводов не будет нужно). Поперечник помещаемых в ванночку проводов должен находится в границах 1-2 мм. Необходимо отметить, что провод должен быть заполнен медью.
- Провод средством какой-нибудь опоры нужно задерживать на расстоянии 1-го мм от рабочей поверхности алюминия (совместно с тем, контакт меж проводом и купоросом есть).
- Дальше к проводу подводится положительный контакт какого-нибудь источника неизменного тока напряжением от 3 до 12 В методом соединения концов проводов. В качестве источника неизменного тока может непревзойденно послужить аккумулятор, выпрямитель, или батарейка для карманного фонарика.
- Нужно оборудовать электронную цепь лампочкой, которая будет служить предохранителем (поочередно подключение), на номинальное напряжение неизменного питания. Таковым образом, лампочка зажгется в случае соприкосновения дюралевой поверхности и медью провода, опущенного в ванночку. Лампочка будет говорить для вас о том, что провод коснулся дна ванночки, и напротив – гальванический процесс прервался, если лампочка погасла. Очевидно, ванночка вставляется в электронную цепь перед установкой проводов.
- К алюминию подводится отрицательный заряд («-») неизменного тока средством тех же медных проводов. Спустя некое время опосля начала электролиза медный купорос выкипает, тем позволяя образоваться слою красноватой меди на поверхности алюминия. Красноватый слой промывается, опосля что сушится. Опосля этого поверхность алюминия благополучно лудят обычным и обычным методом.
Пайка карандашом
Сварочный карандаш представляет собой припой-герметик, поджигая который можно получать крепкое соединение дюралевых деталей, проводов, трубок радиаторов и т. п. Карандаш удачно применяется при пайке алюминия. Некие отрешаются от работы газовой горелкой, прибегая к обычному карандашу. Но и в работе газовой горелкой, и в применении карандаша есть свои достоинства.
- Разработка достаточно обычная. Поджигаем карандаш. Для этого всего только требуется взять зажигалку и поджечь край припоя, опосля что карандаш будет без помощи других пылать за счет магния, входящего в его состав. Карандаш делает нужную температуру, которой довольно для расплавления алюминия.
- В итоге горения карандаша появляется расплавленная масса.
- Дальше необходимо набрать требуемое количество массы и нанести его на рабочую поверхность. Отметим, что угол действия карандаша не имеет значения, так как расплавленная масса стремительно пристает к алюминию.
- Как происходит соприкосновения припоя с рабочей поверхностью, карандаш перестает пылать, в то время как масса на детали продолжает пылать. Нужно выждать 10-20 секунд, пока поверхность довольно прогреется от горения массы.
- По истечении обозначенного выше времени, приступаем к наполнению незапятнанного алюминия (в расплавленном виде) в рабочую поверхность. Для этого можно взять карандаш, или пользоваться куском стекла.
Пайка дюралевого радиатора
Часто для производства радиаторов употребляется алюминий. Данный материал по собственному составу не очень подвластен пайке. Отметим, что сиим качеством обладают фактически все дюралевые сплавы. Так, рано либо поздно встает вопросец ремонта дюралевых радиаторов. Как понятно, ничего на белоснежном свете нескончаемого не существует, в том числе радиаторов. Таковым образом, время от времени появляются поломки радиаторов, которые полностью может быть убрать в домашних критериях методом пайки.
Пригодятся последующие материалы и инструменты:
- Паяльничек;
- Тигель;
- Канифоль;
- Припой;
- Опилки стальные;
- Сернокислый натрий;
- Поваренная соль;
- Хлористый литий;
- Хлористый калий;
- Ступка с пестиком;
- Криолит.
- Необходимо приготовить пространство пайки: очистить от сторонних загрязнений, зачистить наждачкой. Не стоит пробовать удалить оксид алюминия с радиаторов. Направьте внимание на то, что пространство пайки обязано быть сухим.
- В отдельном тигле нужно расплавить канифоль, добавив в нее незапятнанные стальные опилки (помешивая). Пропорция обязана быть последующей: 2 части канифоли:1 части опилок.
- Пайка радиаторов заключается в последующем: на приготовленную заблаговременно поверхность следует нанести флюс, натирая его разогретым паяльничком; смотрите, чтоб канифоль на сто процентов покрыла рабочую зону пайки от воздействующего воздуха; во время интенсивного растекания канифоли можно наносить припой. Стальные опилки необходимы для того, чтоб удалять оксидную пленку с поверхности дюралевых радиаторов, позволив создать высококачественное сцепление. Пайка проводится обычным методом.
Если имеется неисправность трубок, подключаемых к теплообменнику, лучше поменять их на новейшие, а не заниматься ремонтом в домашних критериях. Отметим, что также доступен метод пайки алюминия газовой горелкой.
- alt=»Карандаш для сварки: характеристики универсального приспособления» width=»120″ height=»120″ />Карандаш для сварки: свойства всепригодного приспособления
- alt=»Пайка радиаторов своими руками: принципы и особенности работы» width=»120″ height=»120″ />Пайка радиаторов своими руками: принципы и индивидуальности работы
- alt=»Что нужно знать о соединении проводов?» width=»120″ height=»120″ />Что необходимо знать о соединении проводов?
- alt=»Пайка паяльником: вся необходимая информация» width=»120″ height=»120″ />Пайка паяльничком: вся нужная информация
Пайка трубок кондюка авто

Соединение узлов хоть какого кондюка осуществляется трубками и шлангами высочайшего давления.
Хоть какое разрушение трубопровода вызывает утечку фреона и поломку «сердца» кондюка – компрессора.
Ремонт трубки высочайшего давления кондюка является действием не сложным, но выполнить его можно лишь на особом оборудовании.
Заваривание трещинок и разошедшихся швов может быть лишь только в среде аргона и осуществляется аргонно-дуговой сваркой.
Диагностика (процесс установления диагноза, то есть заключения о сущности болезни и состоянии пациента) трубопровода
Диагностика (процесс установления диагноза, то есть заключения о сущности болезни и состоянии пациента) проводится при выходе из строя кондюка.
Без помощи других найти состояние трубопровода фактически не может быть. Утечка фреона может происходить через микротрещины, образовавшиеся в трубках либо шлангах высочайшего давления. На глаз они не приметны, а фреон тусклый. Его без особых приспособлений обнаружения не узреешь. На специализированных СТО имеется оборудование, позволяющее с большенный точностью найти пространство утечки хладагента.
Последовательность  диагностики:
диагностики:
- наружный осмотр;
- застыл давления фреона в системе;
- определение места разрушения трубки прибором-течеискателем;
- ультрафиолетовая диагностика (процесс установления диагноза, то есть заключения о сущности болезни и состоянии пациента).
Как лицезреем, процесс диагностики просит наличия специального оборудования. Без помощи других найти пространство утечки фреона из трубки либо шланга нет никакой способности. Такое оборудование для диагностики трубопровода имеется на нашем сервисе.
Ремонт трубок высочайшего давления
Ремонт дюралевых трубок кондюка на авто – это неувязка, с которой приходится сталкиваться любому автолюбителю. Некие пробуют создать его без помощи других. Правда почти всегда им все-же приходится обращаться за помощью на СТО и исправлять то, что было изготовлено своими руками. Процесс восстановления дюралевых трубок осуществляется 2-мя способами – заваркой трещинок и напылением на микротрещины нескольких слоев специального композита.
При аргонно-дуговой сварке вся  свариваемая поверхность участка трубки находится в среде инертного газа – аргона. Без него алюминий заварить не может быть. Работа делается особым сварочным аппаратом, предназначенным для сварки цветных металлов.
свариваемая поверхность участка трубки находится в среде инертного газа – аргона. Без него алюминий заварить не может быть. Работа делается особым сварочным аппаратом, предназначенным для сварки цветных металлов.
Если трещинка малая, еле приметная глазом, она запаивается. Особый композит слоями наносится на трещинку. Когда общая толщина слоя добивается 3 мм, работа считается выполненной.
Зависимо от повреждения во время диагностики принимается решение о методе его устранения. Может появиться ситуация, когда подмена станет наиболее целесообразной и дешевенькой для клиента, чем заваривание либо пайка трубок кондюка авто.
Неисправные резиновые шланги подлежат подмене. В вебе можно отыскать советы «умельцев» по вопросцу ремонта шланга своими руками, но созодать этого не стоит, потому что резина есть резина. Через неделю-две ее разрыв опять выйдет наружу, так как внутреннее давление фреона в системе достаточно существенное.
Почему возникает необходимость в ремонте
Трубопровод кондюка имеет твердое крепление. Чудилось бы, трубки и шланги (к примеру, трубка дюралевая для автокондиционеров) должны служить вечно. К огорчению, это далековато не так. Обстоятельств тут несколько:
- трубопровод, находящийся рядом с выпускным
 коллектором с течением времени растрескивается и выгорает;
коллектором с течением времени растрескивается и выгорает; - загрязнение и перепады температуры;
- воздействие дорожных реагентов;
- существенное качание влажности;
- неизменная вибрация от работающего мотора.
 коллектором с течением времени растрескивается и выгорает;
коллектором с течением времени растрескивается и выгорает;Эти и остальные причины оказывают разрушающее действие на дюралевые трубки и резиновые шланги. Потому рано либо поздно наступает момент, когда они не выдерживают перегрузки и приходят в негодность.
Сервис
Сервис трубопровода  кондюка кара не вызовет проблем даже у начинающего автолюбителя.
кондюка кара не вызовет проблем даже у начинающего автолюбителя.
Содержание в чистоте, повторяющийся осмотр – вот и все, что необходимо созодать, чтоб продлить срок службы трубок и шлангов на пару лет. Единственное, что нужно обязательно соблюдать – применять при обслуживании нейтральные материалы. Для этого подходят вода, древесный скребок и волосяная щетка. Применение растворяющих и моющих веществ не лучше.
Мы ремонтируем отменно
На нашем сервисе можно выполнить высококачественный ремонт трубок и шлангов высочайшего давления кондюков хоть какой марки. Сервис обустроен самым современным оборудованием, в том числе и по восстановлению трубопроводов. Высококвалифицированные сварщики и механики работу делают стремительно и с высочайшим качеством. Бессчетные благодарности и положительные отзывы подтверждают это.
Мы даем годичную гарантию на все наши работы, а эластичная система скидок и применимые цены приятно веселят наших клиентов.



























