Техника сварки алюминия в домашних условиях инвертором
Потому, чтоб сварочный процесс не перевоплотился в мучение, стоит заблаговременно познакомиться со всеми вероятными аспектами грядущего дела.
На самом деле, сварка алюминия в домашних условиях не различается от сварки на производстве ни оснащением, ни требованиями техники сохранности.
В особенности принципиально направить внимание на газы, выделяемые обычными электродами, — они токсичны и требуется вовремя организовать работу по их нейтрализации.

Огромное значение имеет также квалификация мастера.
Работа с дюралевыми сплавами считается в среде сварщиков сложной, и выполнить ее без определенных способностей и опыта проблемно.
Чтоб избежать возникновения сквозных отверстий либо оплавления, домашний сварщик должен быть весьма внимательным, осознавать механику температурного расширения, уметь верно подобрать электроды, беря во внимание характеристики и индивидуальности материала.
Даже самые обыкновенные сварочные технологии требуют практического опыта и хотя бы малой теоретической базы.
Отчасти решить эту задачку поможет видео, в котором сварка алюминия в домашних условиях показана поэтапно.
Алюминий — характеристики и индивидуальности
В силу собственных хим и физических параметров, алюминий получил обширное распространение в разных сферах деятельности человека.
Для сварки разных конструкций либо деталей могут использовать не только лишь алюминий, да и сплавы из него. Правда, сам процесс под силу лишь опытным сварщикам.
Поэтому что этот сплав капризен, и чтоб сварить его отменно, нужна высочайшая квалификация.
Трудности сварки алюминия обоснованы рядом соответствующих особенностей сплава:
- Высочайшая текучесть. Под действием больших температур сплав теряет крепкость и в процессе сварки, расплавленная часть сплава может повредить нижнюю, нерасплавленную часть. В этом случае, алюминий просто вытечет через шов. Сложность контроля ситуации утежеляется тем, что цвет сплава при нагревании не изменяется. Потому, чтоб сохранить форму сварочной ванны, сварщики употребляют особые подкладки из керамики либо сплава;
- Образование оксидной пленки. При содействии с кислородом, на поверхности алюминия возникает пленка, характеристики которой различаются от его параметров наиболее высочайшей плотностью и тугоплавкостью. Во время сварки оксид алюминия препятствует сплавлению сплава в цельный шов. Потому его убирают при помощи катодного распыления. А чтоб не допустить возникновения оксидной пленки, зону сварки защищают от контактов с воздухом. Для этого употребляют аргоновую сварку;
- При довольно высочайшем коэффициенте линейного расширения алюминий различается низким модулем упругости, что может спровоцировать деформацию свариваемой конструкции. Понизить возможность деформации можно при помощи разных технологических приемов — электросварки в рациональном режиме либо обогрева;
- Сварочный процесс содействует возникновению пористости в дюралевых сплавах. Это происходит поэтому, что в соединениях сплава содержится водород, выход которого наружу происходит через новообразованные поры. Также, при завышенном содержании кремния может быть возникновение маленьких кристаллизационных трещинок, что может приметно ослабить сварочный шов;
- Алюминий владеет высочайшей теплопроводимостью. Потому для его сваривания нужны массивные источники сварочного тока;
- В процессе сварки в дюралевых швах могут образоваться жаркие трещинкы. Это происходит вследствие действий внутренних конфигураций в момент застывания расплавленного сплава. Чтоб предупредить их возникновение, используют особые модификаторы, которые добавляют в сварные швы. Также, не нужно близкое размещение швов по отношению друг к другу.
Не считая того, в домашних условиях нередки случаи, когда сварка применяется к дюралевым сплавам неведомой марки, что без особенных материалов и особых режимов сварки не постоянно выполнимо.
Как приготовить алюминий к сварке?
Хорошим выбором оборудования для сваривания алюминия и сплавов считается сварочный инвертор.
Поэтому что конкретно этот тип аппаратов обеспечивает резвый поджиг, стабильность дуги и аккуратность шва.
Не считая того, для сварки алюминия подступают все виды инверторных сварочных устройств, независимо от производительности, куда важнее верно избрать электроды.
В домашних условиях сварка алюминия инвертором просит соблюдения неких критерий.
Во-1-х, нужно обеспечение таковым оборудованием, как:
- Электроды, которые подступают для обработки алюминия (маркировка ОЗА, ОЗА-1, ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2);
- Печь для прокалки электродов. Чтоб сварка алюминия инвертором прошла удачно, электроды перед применением прогревают в специальной печи.
Во-2-х, следует держать в голове о правилах:
- Поверхность сплава нужно обезжирить и очистить от грязищи. Для этого используют ацетон, уайт-спирит либо авиационный бензин. Чтоб зачистить поверхность от оксидной пленки, употребляют абразив, наждачку либо ратфиль;
- Если свариваемые детали имеют толщину наиболее 4 мм, то необходимо выполнить разделку кромок. Если для сварки употребляются покрытые электроды, без разделки кромок можно обрабатывать сплав шириной до 20 мм;
- Чтоб перегрев алюминия не стал предпосылкой его деформации, употребляют специальную приставку для сварочного инвертора.
Общая подготовка к работе с инверторным сварочным аппаратом
Для высококачественного воплощения сварки алюминия, производительность инвертора не играет особенной роли.
Но с правилами эксплуатации устройства лучше ознакомиться заблаговременно.
Также нужно приготовить защитные перчатки, маску со светофильтром, щетку для сплава, молоток и специальную одежку.
Подготовка рабочего места в домашних условиях предугадывает устранение всех воспламеняющихся предметов и наличие ведра с песком.
Перед началом работы сварочный инвертор инспектируют на предмет исправности и изоляции.
Обработка алюминия инвертором — специфичность работ
В силу того, что аргоновая среда обеспечивает защиту от кислородного действия, сварку алюминия инвертором время от времени именуют газовой.
Инертные газы препятствуют возникновению оксидной пленки, потому для газовой защиты используют аргон либо смесь аргона с гелием.
Внедрение таковой консистенции животрепещуще для газовой защиты толстых слоев сплава.
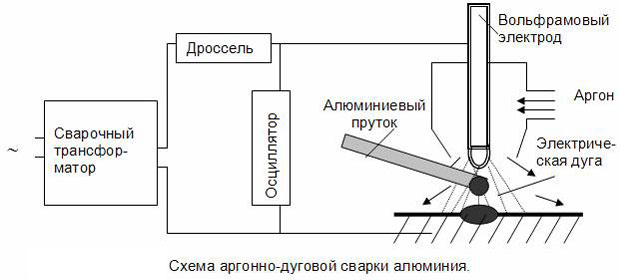
Аргонодуговая сварка вероятна лишь при переменном токе и происходит так: электронная дуга разжигается меж неплавящимся электродом, размещенным в горелке и свариваемой поверхностью.
При всем этом подача инертного газа также обеспечивается горелкой, сопло которой находится в зоне сварки, так же, как главный расходный материал — присадочная проволока.
За поджиг дуги отвечает осциллятор, потому что характеристики инертного газа препятствуют подключению дуги касанием.
Опосля того как газ вышел из сопла и окружил электрод, происходит расплавление сплава и появляется сварочная ванна с водянистым алюминием.
Потом, в сварочную ванну попадает присадочная проволока. Принципиально, чтоб этот элемент сварки был таковой же марки, как и основная свариваемая деталь.
Потому, до этого чем приступить к аргоновой варке, необходимо найти нужную марку присадочной проволоки.
Этот параметр зависит от того, какой хим состав имеет свариваемый сплав.
К примеру, если поперечник алюминия составляет от 2 до 5 мм, применяется проволока марки АД, АК либо АО.
Накладку шва следует создавать медлительно и равномерно, глубоко проваривая деталь.
Неприемлимо прекращение газовой подачи сходу опосля окончания шва — лучше задержать процесс на несколько секунд, чтоб предупредить вероятное растрескивание шва либо его деформацию.
Для наилучшей защиты шва горелку передвигают опосля присадочного прутка. Недозволено, чтоб электрод и пруток двигались поперек.
Бывалые сварщики советуют прогрев свариваемой детали не только лишь до, да и опосля обработки сваркой, опосля что нужно обеспечить тепловые и механические вспомогательные меры.
При кропотливом регулировании рабочего процесса горелки и соблюдении обозначенной последовательности, результаты сварки покажут крепкое соединение и осторожный высококачественный шов.
Чтоб осознать тонкости рабочего процесса, предлагаем поглядеть видео о сварочных работах с алюминием в нашей статье.
Электродная сварка алюминия инвертором

Алюминий употребляется фактически во всех промышленных отраслях и производстве, крепко основался он и в быту. Этот сплав различает маленькой удельный вес, способность в четыре раза резвее проводит ток и тепло по сопоставлению с обыкновенной сталью, высочайшая крепкость.
Не умопомрачительно, что детали из алюминия либо сплавов употребляются фактически в хоть какой бытовой технике и предметах быта. Соответственно временами их нужно чинить. И если ранее сварка алюминия инвертором производилась только в промышленных условиях, на данный момент можно выполнить сварной шов и дома без помощи других.
Разработка инверторной сварки алюминия
Инверторная сварка алюминия в домашних условиях вероятна при соблюдении определенных критерий. К самому аппарату предъявляются довольно низкие требования, и основное внимание следует уделить конкретно расходникам, применяемым при проведении сварочных работ по алюминию. Чтоб создать сварку алюминия вероятной, нужны последующие составляющие:
-
Особые электроды – для работы потребуются расходники с маркировкой ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Электроды с данной маркировкой специально предусмотрены для обработки материалов с высочайшим уровнем теплопроводимости, в том числе и алюминия.
При сварных работах с алюминием нужно учесть несколько принципиальных особенностей. А конкретно:
-
Оксид алюминия, образующийся на его поверхности, представляет собой тугоплавкую пленку, значительно снижающую возможность обработки материала. Чтоб избавиться от пленки, деталь зачищают при помощи абразива.
Разработка сварки темных металлов не достаточно чем различается от работ с цветными сплавами. При наличии малых способностей и умений, совладать с обработкой алюминия можно и в домашних условиях.
Сварочный аппарат-инвертор для алюминия
Инверторные сварочные аппараты для сварки алюминия могут быть разной модификации и иметь отличия в устройстве и конструкции. На теоретическом уровне может быть внедрение электродуговых установок, но почаще всего для работы с алюминием употребляют полуавтоматы. Модели инверторного типа различает размеренная подача напряжения, что значительно уменьшает волну дуги и улучшает свойство шва.
Особая приставка к инвертору дозволяет производить работы в защитной среде газов фактически схожим образом, как и в сварочных полуавтоматах. Приставка имеет маркировку ТIG, и большие европейские концерны нередко изготавливают свои аппараты с возможностью подключения дополниельного устройства и резвого перехода в режим использования среды защитных газов.

Как варить алюминий инверторной сваркой
Хотя полуавтоматы употребляются для работы почаще, чем сварочный аппарат инверторного типа для сварки алюминия, свойство шва, получаемого при помощи крайнего типа оборудования, непременно, лучше и лучше.
Сам процесс проведения работ связан с необходимостью неотклонимого использования защитного облака газов независимо от того, какое конкретно оборудование будет употребляться. Потому если планируется сварка алюминия инвертором неизменного тока, пригодится за ранее приобрести и установить приставку для аргонодуговой сварки. Осуществляется процесс сварки последующим образом:
-
Предварительные работы – зачищаются торцы и поверхность обрабатываемой детали. Электроды за ранее прогреваются в печи.
В промышленных условиях для проведения работ употребляются неплавящиеся электроды для сварки алюминия инвертором и инертный газ. Неплавящиеся электроды обеспечивают равномерное наложение шва и его крепкость.
Хотя алюминий является сплавом, тяжело поддающимся тепловой обработке, выполнить ремонт деталей из него либо сплавов даже в домашних условиях может быть, при наличии специального оборудования, расходников и определенных способностей и технических познаний. Хорошим оборудованием для обработки такового сплава являются инверторные установки.
Сварка алюминия в домашних условиях инвертором

Сварка алюминия – процесс сложный. Этот сплав относится к уровню тяжело свариваемых. Спецам с опытом работ по железным заготовкам, перед соединением деталей из крылатого сплава следует приобрести определенные способности.

Проф сварка алюминия.
Трудности, с которыми сталкиваются при работе на дюралевых сплавах

- Алюминий текучий сплав. В расплавленном состоянии его тяжело надзирать. В особенности непредсказуемым его поведение становится при перегреве. Расплав может просто повредить нижний слой твердого сплава, и вытечь через трещинку. По аналогии с чугуном, начинающим сварщикам рекомендуется употреблять прокладки из тугоплавкой стали либо керамики. При нагревании крылатый сплав не меняет цвет, потому его тяжело надзирать зрительно;
- Наибольшая неувязка – высочайшая окисляемость алюминия. На открытом воздухе, молекулы сплава образуют вкупе с кислородом плотную оксидную пленку на поверхности. Окисел алюминия имеет неповторимые характеристики – он наиболее крепкий, чем сам сплав, и различается тугоплавкостью. Температура плавления намного превосходит допустимую при работе с алюминием. К тому же оксидная пленка является неплохим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится кропотливо зачищать, а во время работ употреблять инертный газ, препятствующий доступу кислорода;
- У алюминия весьма высочайший коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Так как сплав хрупкий, и владеет малой упругостью, может быть возникновение трещинок в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница меж любительским и проф швами. Слева – высококачественный шов. Справа – бракованный.Для защиты от этого явления нужно кропотливо надзирать температуру сварки. Если это создать нереально – заготовка за ранее прогревается до 200° — 250°С;
- В дюралевых сплавах содержится водород. При нагреве он интенсивно выделяется и образует в расплаве поры. Это усугубляет крепкость шва. Также в соединениях может содержаться кремний. Он сформировывает маленькие трещинкы;
- Теплопроводимость алюминия практически таковая же, как у меди. Тепловая энергия от дуги поглощается материалом, и рассеивается в массе. Потому сварочный аппарат обязан иметь припас по току;
- При застывании расплавленного шва, в его теле образуются так именуемые жаркие трещинкы. Это изюминка структуры сплава – он вроде бы кристаллизуется, переходя в твердую фазу. Потому нужно добавлять особые присадки при сварке, в особенности – если швы размещены очень близко друг к другу;
- Дюралевые сплавы различаются друг от друга качествами материала. Это нужно учесть при подборе сварочного оборудования.
Подготовка поверхности к работе
Удаление окислов обычной зачисткой не поможет. Пленка мгновенно вновь появляется на воздухе.
Последовательность действий последующая:
- Провести подготовительную чистку хоть каким моющим средством и твердой щеткой. Желательно – бензином;
- Помыть незапятанной прохладной водой;
- Поверхность обезжирить органическими растворителями: ацетоном, уайт-спиритом, либо строй составами «РС-1», «РС-2»;
- При маленьком размере детали можно опустить ее на пару минут в щелочную ванну, при температуре раствора выше 60°С;
- Потом поверхность зачищается (практически шлифуется) железной щеткой. Внедрение наждака либо абразивного круга не допускается, так как частички рабочего слоя останутся на сплаве;
- Шлифованная поверхность немедля промывается растворителем, который должен высохнуть без помощи других. ВАЖНО! Неприемлимо протирать поверхность ветошью либо дотрагиваться к ней пальцами;
- Опосля подготовки немедленно приступают к сварочным работам.


Рецепт изготовления щелочного раствора для погружения дюралевой заготовки:
На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку водянистого стекла. Составляющие кропотливо размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом

Стержни для сварки крылатого сплава могут быть как плавящимися, так и неплавящимися. 1-ый вариант делается из дюралевой проволоки. Штучные электроды с покрытием различаются составом присадок.
Электроды для сварки алюминия
- Марка «ОК». Создана для соединения сплавов алюминия с магнием либо марганцем. Щелочно-солевая обмазка весьма гигроскопична, потому хранить электроды нужно в герметичной упаковке. Вскрывать конкретно перед употреблением;
- Пользующаяся популярностью серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Отлично работают в режиме наплавки, слой которой формируется из стержня. 2-ой вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами данной серии можно делать сварку даже вертикальных швов, невзирая на текучесть сплава;
- Марка «ОЗА» выполнена из проволоки СвА поперечником от 1 до 10 мм. Дает хороший итог при сваривании незапятнанного алюминия хоть какой толщины, подбирается только поперечник электрода. Единственные стержни, которые могут отменно соединить кремний содержащие сплавы;
- «УАНА». Этими электродами варят мощные изделия, обычно – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», также завезенные из других стран аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;

Вольфрамовые электроды для TIG сварки алюминия.Работают в среде нейтральных газов, к примеру гелий-аргоновой консистенции. Дуга при таковой сварке загорается тяжело, потому для старта используют отключаемый осциллятор.
- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.

Сварка алюминия при помощи присадочного прутка
Рецепт производства электродов для алюминия
Самая пользующаяся популярностью сварка в домашних условиях – ремонт треснувших дюралевых деталей от мотора. Для данной работы используются дорогостоящие электроды серии «УАНА». Подобные расходники можно сделать без помощи других.
Нарезаем дюралевую проволоку (поперечник 3-4 мм) на кусочки по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они весьма стремительно.
Работа инвертором
Все эти электроды употребляются при помощи обыденного сварочного инвертора. При неплохой подготовке поверхности (см. аннотацию выше) работы можно создавать на обыкновенном воздухе. В качестве генератора инертного газа выступает покрытие электрода.

Сварка алюминия на производстве.
Шов выходит не безупречным, но довольно надежным.

Если нет способности подать аргоновую смесь в зону сварки – употребляются особые флюсовые порошки, которые можно приготовить без помощи других либо приобрести в магазине стройматериалов, стоимость на их невысока.
Инвертор для сварки алюминия употребляется самый обыденный. Дуга загорается при оборотной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который нужно регулировать в процессе.
Для этого пригодится ассистент. Двигают электрод от себя со скоростью не наиболее 40 мм в секунду. По окончании сварки алюминия следует плавненько убрать стержень от шва. Если создать это резко – появляется кратер.
И все-же лучше отыскать метод подачи в зону сварки аргоновой консистенции. Приобрести баллон и заправлять его аргоном – не так недешево. Зато свойство шва будет безупречным.
На этом видео тщательно рассказывается про сварку алюминия в аргоновой среде инвертором ТР 220. Также как верно настроить аппарат и на что направить внимание при сварочных работах.
Сварка алюминия — уроки начинающему сварщику
Сварка инвертором алюминия в домашних условиях

Практически любой человек, который когда-либо занимался работами с сплавом, не раз сталкивался со сваркой алюминия. Этот сплав различается своим маленьким весом и большей проводимостью тока и тепла, владеет высочайшей прочностью.
Фактически в любом бытовом приборе имеются детали, изготовленные из алюминия либо из его сплавов. Также этот сплав пользуется популярностью и в промышленных отраслях. Сейчас у нас есть возможность созодать сварку в домашних условиях, что дозволяет работать даже с таковым сплавом, как алюминий.
Сварка алюминия своими руками
Данный процесс просит определённых познаний, также нужно держать в голове и о мерах сохранности. Сварочные работы дома, процесс весьма непростой, но полностью осуществимый.
Имея у себя инверторный либо трансформаторный аппарат для дуговой сварки, можно не прилагая особенных усилий, сварить нужный шов. Для того чтоб начать работу, для вас нужно иметь две вещи, такие как:
- Электрод. К огорчению, не все магазины либо организации знают о электродах, потому следует получать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство дозволяет увеличивать частоту сварочной дуги, которая обязана быть приблизительно 10000 Герц.
Также можно употреблять газовую горелку, итог которой будет тоже полностью хорошим. Температура пламени при смешивании кислорода и ацетилена выходит намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вкупе. Но существует еще одна неувязка, на поверхностях алюминия появляется типичная оксидная пленка, которая превосходит температуру плавления самого дюралевого сплава, что приводит к затруднениям при разработке сварочного шва. Таковая пленка появляется мгновенно, при соприкосновении с кислородом, потому в производственной практике употребляется аргон — инертный газ.
Технологический процесс инверторной сварки алюминия
Для того чтоб выполнить инверторную сварку алюминия в домашних условиях, необходимо придерживаться определенных критерий. Основное внимание необходимо уделить расходным материалам, потому что к самому аппарату предъявляются относительно маленькие требования.
Электроды имеют несколько маркировок:

- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предусмотрены для работы с алюминием и иными сплавами, имеющими такую же высшую энерго- и теплопроводимость.
Что такое сварочные электроды и их внедрение
Электрод, это стрежень, созданный для подвода тока к свариваемому изделию. Есть два вида электродов, железный либо неметаллический. На этот момент на «рынке» можно повстречать около трехсот марок разных электродов, при этом большая часть из их, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора быть может хоть какой.
В почти всех вариантах, когда сварка алюминия подвергается беде, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием фуррора является «прожарка расходника», которая проводится за ранее и является неотъемлемой частью работы с алюминием.
Инвертор для работы с алюминием

Сварочные инверторы для алюминия могут быть весьма различными, как по конструкции, так и по разной модификации. Почаще всего в работе с алюминием употребляют полуавтоматы, но время от времени и электродуговые установки.
Инверторные модели различаются стабильностью подачи напряжения, что является определённой гарантией улучшения самого шва сварки. Как и в сварочных полуавтоматах, у инверторного имеется особая приставка, которая служит защитой при работе в среде газов. Таковая приставка имеет маркировку TIG , и почаще всего на аппаратах уже установлен резвый переход в режим эксплуатации среды защитных газов.
При работе с алюминием необходимо держать в голове несколько принципиальных деталей:
- Оксид алюминия, он появляется на поверхности сплава, обволакивая его пленкой. Даная пленка мешает работе с алюминием, потому перед эксплуатацией деталь из этого сплава обрабатывают абразивом, чтобы избавится от данной пленки;
- Алюминий, как и его сплавы не меняют цвет во время нагревания, из-за этого довольно трудно смотреть за состоянием сварочной ванны;
- Нужно держать в голове, работа со сварочным инвертором дома, обязана производиться без спешки, чтобы обеспечить необходимое нагревание материала;
- Если перегреть сплав очень очень, это может привести к деформации детали, что в нашем случае не есть отлично. Делая сварку дома, советуем употреблять приставку к инверторному аппарату, это дозволит обеспечить контроль над проведением работы и отдать нам возможность создать высококачественный, прямой, крепкий шов;
- Методы сварки цветных металлов не достаточно чем различаются от сварки темных. Чтоб совладать с обработкой алюминия дома, довольно малых способностей. Также можно обратиться к специальной литературе либо к видео.
Перечисленные нами методы, естественно, не дадут такового высококачественного шва. Сварка в домашних условиях, процесс очень накладный и трудозатратный. Лучшим вариантом все-же является приобретение осциллятора, выдающего нужные нам характеристики тока. В этом случае, работа с алюминием делается вольфрамовым электродом – как плавящимся, так и неплавящимся. Это зависит от того, какой шов для вас нужен и с каким материалов для вас предстоит работать.
Довольно крепкие сварные соединения дюралевых деталей можно получить способом теплового сваривания. Лишь таковой метод в домашних условиях неосуществим. Для этого готовится особая смесь из свинцовой стружки, марганцовки, дюралевой пудры, и канифоли, естественно, нужно также знать пропорции. Данная смесь засыпается в трещинку и поджигается, это приводит к маленькому взрыву, который и сплавляет шов.
Принципы инверторной сварки алюминия

Полуавтоматы для сварки алюминия употребляются почаще, чем инверторные, хотя если исходить из свойства, то инверторный тип аппарата намного лучше совладевает с работой.
Перед тем как начать работу с дюралевой деталью, нужно обработать торцы и поверхность, чтобы шов был крепким. Электроды перед эксплуатацией подогреваются в специальной печи.
Шов накладывается медлительно, чтобы обеспечить подходящую глубину провара детали. Опосля того как наш шов готов, нужно, чтоб подача газа не прекращалась хотя бы еще 5-7 секунд. Это предупредит деформацию шва и вероятного расклеивания. Такую узкую работу следует проводить, подготовившись, потому лучше, чтоб вы уже следили данную работу, хотя бы со стороны либо по видео.
Подводим результат
На промышленных предприятиях для работ с алюминием употребляют неплавящиеся электроды для сварки инвертором и инертный газ, данный электрод обеспечивает крепкость и равномерное наложение сварочного шва.
Алюминий плохо поддается тепловой обработке, но зная некие тонкости, с данной неувязкой можно совладать и в домашних условиях, имея у себя особые расходные материалы и необходимое оборудование.



























