Как верно сваривать алюминий полуавтоматом
Полуавтомат — достаточно всераспространенный способ сваривания металлов. Он легкий и понятный даже неопытным сварщикам, в особенности при использовании современных инверторных полуавтоматов. Автоматической сваркой получаются крепкие швы, можно варить огромные объемы металлов.
Может быть появление неких проблем лишь при сварке алюминия — сплава мягенького и владеющего высочайшей теплопроводностью. При сварке алюминия полуавтоматом принципиально знать все детали сварного устройства, кропотливо следовать установленным правилам сварки и придерживаться техники сохранности. Сварка полуавтоматом алюминия может производиться с газом и без защитного газа, при помощи проволоки порошкового типа.
О том, как верно варить алюминий полуавтоматом, чтоб не попортить материал, как создать сварочный шов на алюминии крепким и высококачественным, я расскажу в данной для нас статье.
Как сваривать алюминий полуавтоматом
Сварка полуавтоматом алюминия употребляется в случае необходимости что-то наплавить, также для закрытия зазоров. Перед началом сварки самой детали необходимо приготовить все нужное оборудование, также удалить загрязнения и оксидную пленку, которой покрывается дюралевая поверхность. Алюминий — сплав, который имеет завышенную теплопроводимость, сваривать его необходимо при низких температурах, в этом и заключается большая сложность.
Сварка алюминия полуавтоматом проходит поэтапно:
- Подготовка материала до сварочного процесса. Для начала необходимо создать шлифовку, чтоб поверхность была гладкой и ровненькой. При помощи щеток, флюсов и особых машинок создать поверхность незапятанной, без оксидной пленки и загрязнений. Потом необходимо обезжирить поверхность детали (для этого употребляют ацетон). Если толщина детали составляет 5 и наиболее мм, то нужно расширять кромки. Последующий шаг — подрезка заготовки, которая осуществляется под углом 30-45 градусов. Потом поверхность обрабатывается флюсом. Крайний шаг подготовки материала к сварке — обогрев, это убережет детали от деформации и продлит их срок службы.
- Контроль за подачей проволоки, которая обязана двигаться плавненько, без излишних движений, при всем этом находиться перед горелкой. Что касается механизма подачи проволоки, то лучше выбирать особый ролик для алюминия, который имеет канавку в форме U. Это обеспечит плавное скольжение проволоки по ролику.
- Регулировка горелки во время работы. Сваривая алюминий, необходимо смотреть, чтоб горелка двигалась вдоль шва. Тут также весьма принципиально верно избрать канал, который будет направлять проволоку, этот канал находится в рукаве горелки. Для алюминия лучше выбирать канал тефлонового вида.
- Выбор высокоскоростного режима, который должен быть наибольшим.
- Настройка характеристик. Чтоб аппарат работал с наибольшей точностью, необходимо верно выставить характеристики сварочного устройства.
- Проверка свойства соединений. Для этого можно применять керосин, но инспектировать свойство необходимо опосля остывания материала.
- Обработка шва. Шов опосля сварки должен смотреться эстетическим, без недочетов.
Также необходимо учесть некие аспекты. Во-1-х, коэффициент усадки алюминия выше, чем у остальных металлов, потому следует кропотливо надзирать усадку. Во-2-х, для сваривания тонких деталей необходимо под алюминий класть нержавеющую сталь, чтоб сварка не прожгла пластинку. Что касается наконечника, то идеальнее всего подойдет медный наконечник, выполнен по технологии сверления.
Сварка алюминия с газом и без газа
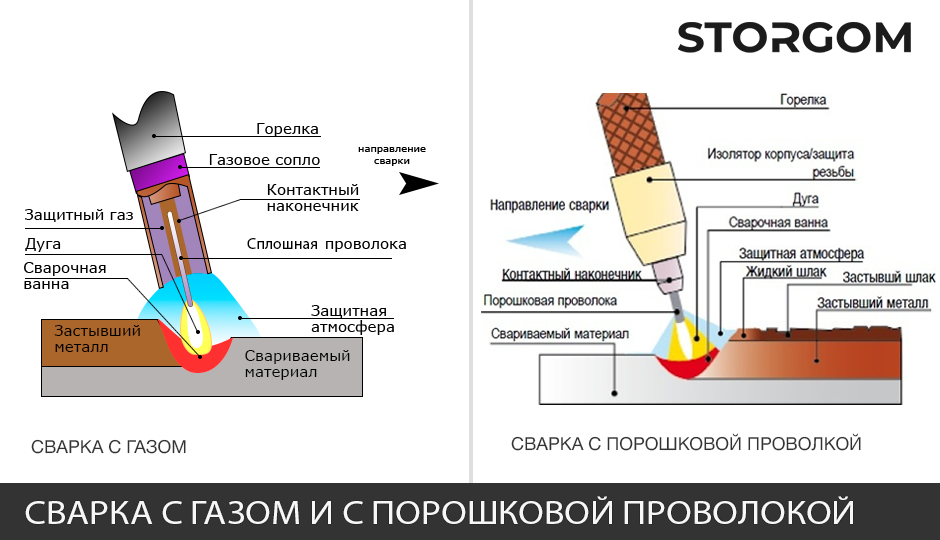
Использования газа защищает сварочную поверхность, делает сварочный шов наиболее высококачественным и крепким. Почаще всего для сварки дюралевых деталей полуавтоматом употребляют незапятнанный аргон либо аргон с добавлением гелия. Подобные консистенции защищают поверхность детали от окисей, ослабляя, таковым образом, силу действия атмосферы. Сварка алюминия полуавтоматом с углекислотой также употребляется, но весьма изредка. Внедрение углекислого газа — наиболее дешевенький вариант, нежели аргон, но шов может получиться не таковым высококачественным.
Сварка полуавтоматом без аргона производится порошковой проволокой. Этот расходный материал для сварки имеет особые испарения, которые подменяют защитный газ, берегут деталь от окисей.
Выбор полуавтомата для сварки алюминия

Выбирая полуавтомат для сварки дюралевых деталей, необходимо учесть такие технические свойства:
- Мощность — этот аспект зависит от длительности работы со сварочным аппаратом. Если устройство употребляется нередко и в большенном объеме, лучше избрать полуавтомат проф класса, который, невзирая на свою дороговизну, различается огромным припасом мощности;
- Режим работы — идеальнее всего избавляет оксидную пленку, предутверждает прожог деталей, обеспечивает свойство сварочного шва полуавтомат, работающий в режиме PULSE;
- Напряжение — самую большую стабильность дуги обеспечивают полуавтоматы, присоединенные к трехфазной сети (380В).
На долговечность и свойство сварочных аппаратов также влияет марка. Лучше выбирать испытанных, надежных производителей. Посреди забугорных компаний, большей популярностью пользуются бренды, выпускающие автоматическую сварку: Deca, Tekhmann, Hugong. Посреди украинских марок, лучше всех себя зарекомендовал киевский сварочный завод «Патон». Его полуавтоматы долговечны, различаются прекрасным функционалом, и, что весьма принципиально, адаптированы к российским условиям сварки на стройках, предприятиях.
Если у вас появились вопросцы опосля чтения статьи, оставляйте комменты ниже. Я с радостью на их отвечу!
{Инструкция} по сварке алюминия аргоном для начинающих
Для выполнения сварочных работ в среде хоть какого инертного газа требуется спец оснастка, оборудование и подробная {инструкция} для начинающих.
Аппарат для соединения дюралевых деталей, обычно, имеет сложную структуру.
Если варить алюминий полуавтоматом, то будет нужно определенный тип сварочной проволоки и баллон с аргоном. Но есть методы, которые разрешают обходиться без газа.
Разработка сварки алюминия просит от сварщика высочайшей квалификации и познаний основ металловедения.
Особенные характеристики алюминия
Для начинающих сварщиков непременно нужна пошаговая {инструкция} по сварке алюминия.
Сначала, они должны ознакомиться с хим качествами «крылатого сплава».
Конкретно так именуют алюминий за его крепкость и малый удельный вес. Сразу с этими свойствами он владеет высочайшей хим активностью.
На открытом воздухе сплав стремительно вступает в реакцию с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превосходит +2000 градусов, когда сам сплав плавится при температуре +650 градусов.
При сварке неизменным током окись может погружаться в сплав сварного шва, тем нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Индивидуальностью алюминия будет то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки либо другого сорта стали.
Сварщику бывает тяжело сориентироваться и найти степень нагрева заготовки.
Как итог таковой неопределенности, может произойти прожог детали либо утечка расплавленного сплава.
Плюс к этому алюминий имеет большенный коэффициент большой усадки. Если не учесть это свойство, то снутри шва будут возникать напряжения и деформации.
Чтоб избежать таковых последствий, можно прирастить расход сварочной проволоки либо делать модификацию шва.
Приступая к сварочным работам по алюминию, необходимо верно держать в голове его главные свойства.
Сплав владеет последующими качествами:
- низкой температурой плавления;
- высочайшей хим активностью;
- огромным коэффициентом большой усадки.
Беря во внимание эти индивидуальности, сварка алюминия аргоном производится почаще всего. Эта разработка дозволяет защитить зону сварки от действия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом делает функцию понижения внутренних напряжений шва, так как компенсирует объемную усадку.
Не считая этих приемов есть и остальные методы отменно выполнить сварное соединение.
Некие методы сварки
Усвоив уроки металловедения для начинающих, можно со познанием дела выбирать определенный метод сварки алюминия в среде инертных газов.
Для сварочных работ используют аппараты последующего типа:
- газопламенная установка;
- электродуговой аппарат;
- аргонно-дуговой аппарат.
В первом случае употребляется флюс, который делается на базе фтористых и хлористых солей.
При нагреве пламенем места сварки флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре близкой к температуре плавления.
Сварка производится дюралевым прутком. Расход материала при таком методе малый.
Следует держать в голове, что флюс разъедает поверхность сплава и опосля окончания сварочных работ необходимо удалить остатки флюса и помыть деталь водой.
На видео показана пошаговая {инструкция} по соединению дюралевых деталей с применением флюса.
Электродуговая сварка деталей производится неизменным током с оборотной полярностью. В этом случае употребляются дюралевые электроды либо присадочная проволока с обмазкой из флюса.
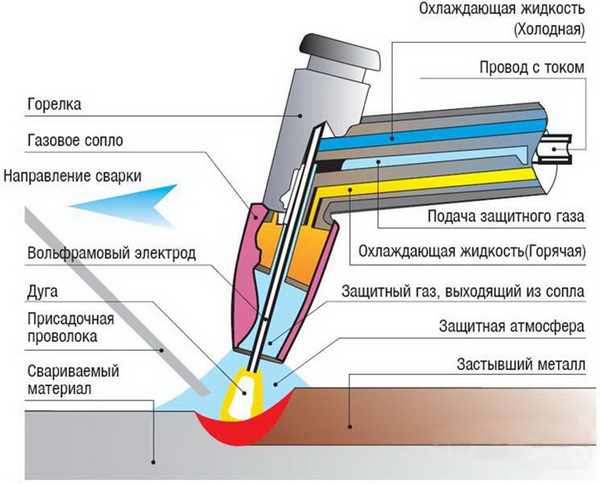
Более высококачественный шов при соединении дюралевых деталей обеспечивает аргонно-дуговой аппарат.
Дуга создается при помощи электрода, сделанного из вольфрама. Таковой электрод служит долгий отрезок времени и тем понижает стоимость сварочных работ.
Меж вольфрамовым электродом и свариваемой деталью загорается дуга.
В зону горения дуги подается дюралевая проволока. При высочайшей температуре в зоне горения оксидная пленка на поверхности сплава разрушается.
Сварка происходит на узеньком участке при резвом перемещении электрода.
В таком режиме алюминий не успевает перейти в водянистую фазу и вытечь наружу.
Для высочайшего свойства сварного шва проволока обязана иметь ту же структуру, что и свариваемый сплав. Таковой метод сварки производится полуавтоматом.
В разных производственных критериях сварку делают неизменным либо импульсным током. В промышленном производстве есть сварочные агрегаты, работающие с переменным током.
Разработка сварки аргоном
Спецы отмечают, что сварка дюралевых деталей аргоном включает в себя несколько неоднозначных действий.
Как эти деяния будут согласованы меж собой, так высококачественным будет соединение 2-ух частей.
Разработка сварки полуавтоматом подразумевает наличие определенных материалов, узлов и агрегатов. Аргонно-дуговой аппарат состоит из 3-х агрегатов.
Перед началом сварки любой из их необходимо привести в работоспособное состояние. Расход сопутствующих ресурсов влияет на окончательную стоимость услуги.
Присадочная проволока и аргон имеют свою стоимость, потому их следует сберегать.
Что требуется для сварки аргоном?
Аппарат для сварки алюминия состоит их последующих агрегатов:
- источник электропитания;
- баллон с аргоном;
- механизм подачи присадочной проволоки.
Присадочная проволока поставляется в торговую сеть на катушках и бобинах.
На больших промышленных предприятиях сварочные аппараты подключаются к централизованной магистрали, по которой поставляется инертный газ.
Верстаки для установки свариваемых деталей выполняются из нержавейки.
Подготовка деталей
Опосля того как оборудование для сварки алюминия аргоном приведено в рабочее состояние, необходимо приготовить свариваемые детали.
С поверхности нужно удалить грязюка, жир и остатки машинного масла. Делается это при помощи хоть какого растворителя на верстаке из нержавейки.
Когда толщина свариваемых деталей больше 4 мм, нужно разделать кромки.
В согласовании с советами профессионалов и техническими критериями, листовой алюминий шириной от 4 мм рекомендуется сваривать лишь встык.
При получении задания на сварку алюминия, исполнителю необходимо сходу же поинтересоваться шириной листа и сколько мм составит ширина кромки.
Кромка зачищается ратфилем либо на наждачном станке. Если деталь имеет сложную форму, то пространство сварки зачищается при помощи переносной шлифовальной машины.
В любом случае, с поверхности сплава нужно удалить оксидную пленку.
Индивидуальности сварки аргоном
Чтоб отменно делать сварку алюминия полуавтоматом, необходимо применять электроды из вольфрама. Поперечник электродов выбирается в границах от 1,5 до 5,5 мм.
В процессе работы нужно смотреть за тем, как нацелен электрод относительно свариваемой поверхности. Электрод нужно держать под углом 80 градусов.
Присадочная проволока по отношению к электроду обязана находиться под прямым углом.
Допускается наибольшая длина дуги 3 мм.
В таком положении расход материалов будет хорошим. В процессе работы присадочная проволока обязана передвигаться впереди горелки.
Электрод и присадочная проволока в процессе сварки алюминия аргоном должны двигаться лишь вдоль сварного шва.
Поперечные движения не допускаются. На видео показаны движения, которые совершает сварщик газовой горелкой.
При работе с тонкими листами алюминия в качестве подкладки можно применять лист нержавейки.
При таком положении будет производиться интенсивный отвод тепла от рабочей зоны через лист нержавейки и возможность прожога резко уменьшится.
Уменьшится и расход энергии, так как работа будет выполнена резвее.
Достоинства и недочеты
Сварка дюралевых изделий полуавтоматом в среде, заполненной аргоном, имеет ряд существенных преимуществ по сопоставлению с иными методами.
1-ое, что необходимо подчеркнуть, малую область нагрева свариваемой детали. Это принципиально при соединении деталей со сложной объемно-пространственной структурой.
Сколько требуется газа и какая нужна проволока, подсчитать можно. Но спрогнозировать внутреннюю деформацию детали весьма тяжело.
Сварка изделий в среде инертного газа дозволяет получить крепкое соединение без пор, примесей и сторонних включений.
Сварной шов имеет схожую глубину проплавления по всей длине.
К числу недочетов сварки аргоном можно отнести сложность оборудования.
При сварке полуавтоматом требуется узкая настройка всех составляющих устройства. Принципиально, чтоб проволока подавалась в рабочую зону равномерно.
Для этого нужно верно настроить аппарат подачи. Если проволока будет подаваться не ритмично, то горение дуги будет прерываться.
В таком случае возрастет расход электроэнергии и аргона. Чтоб отменно выполнить соединение алюминия, сварщик должен владеть сноровкой и способностями этого ремесла.
Описание технологии сварки алюминия полуавтоматом
Алюминий — крепкий и легкий цветной сплав, обширно применяющийся в разных отраслях хозяйства и в быту.
Процесс производства сварных конструкций их алюминия связан с некими трудностями. Поверхность сплава покрыта слоем оксидной пленки, температура плавления которой составляет выше 2000С (незапятнанный сплав плавится при 650С). Опосля зачистки оксидная пленка появляется вновь достаточно стремительно — всего за пару минут. Это разъясняет высшую стойкость серебристого сплава к коррозии.
Индивидуальности обработки просит подготовительной чистки заготовок и внедрение технологий, защищающих поверхности от окисления во время сварки. В неприятном случае сварное соединение будет пористым и некрепким.

Очередной индивидуальностью алюминия является низкая температура плавления. При этом при нагревании сплав не меняет цвет. Зрительно найти, как очень он раскален весьма трудно. Такое свойство приводит к деформации и прожогам, значительно снижающим свойство сварного соединения и конструкции в целом.
Разработка сварки алюминия полуавтоматом решает эти трудности.
Разработка сварки алюминия полуавтоматом
Автоматическая сварка — процесс сотворения крепкого неразъемного сопряжения нескольких дюралевых заготовок в среде химически неактивного газа. Соединение деталей происходит с помощью проволоки, которая при расплавлении образует сварной шов (разработка MIG/MAG).
MIG – разработка сварочных работ, где для защиты шва от кислорода употребляется инертный газ. Обычно, это аргон либо его смесь с гелием либо углекислотой. В силу собственного огромного веса, инертный газ теснит воздух из зоны проведения работ и защищает поверхность от окисления. В технологии MAG – заготовки варят в среде углекислого газа.
Проволока служит одним из электродов, 2-ая клемма помещается на заготовку. Сварочная дуга в полуавтомате возникает меж присадочной железной нитью и свариваемой деталью.

Горелка {перемещается} вручную — потому сварка и именуется автоматической. Через наконечник с заблаговременно установленной скоростью в зону сварки поступает узкий дюралевый пруток и защитный газ. Под действием электронной дуги проволока расплавляется, образуя сварочный шов.
Варить алюминий без газа не рекомендуется — механические характеристики соединения ухудшаются, шов становиться пористым и некрепким. Если все таки сварку нужно произвести без газа, то рекомендуется использовать порошковую проволоку, которая в процессе плавления образует защитную среду, либо проводить работы под слоем флюса.
Соединение сплава шириной наиболее 5мм осуществляется в несколько проходов. Чтоб получить высококачественное соединение, любой следующий шов накладывается строго на предшествующий.
В отличие от TIG-сварки неплавящимся вольфрамовым электродом, разработка автоматической сварки MIG/MAG является наиболее производительной, дозволяет получать непрерывный длиннющий шов, не просит высочайшего мастерства от сварщика. Она обширно применяется в промышленном и штатском строительстве, при производстве судов и самолетов, в пищевой и хим индустрии, в маленьких мастерских и цехах СТО.
Как приготовить заготовки алюминия
Подготовительная подготовка соединяемых деталей нужна для получения крепкого и прекрасного сварного шва. Подготовка дюралевых заготовок к сварке — это, до этого всего, удаление тугоплавкого наружного слоя.
Существует два метода снятия оксидной пленки с поверхности алюминия:
- Абразивный — для снятия пленки употребляет шаберы, железные щетки, наждачку, ратфили и шлифовальные машины. Метод применим в единичном либо мелкосерийном производстве, когда сварщику нужно соединить всего несколько деталей.
- Травление — обработка поверхности хим субстанциями, разрушающими оксидную пленку. Опосля обработки травящие воды убирают с поверхности при помощи растворителей. Способ используют в массовом производстве сварных дюралевых конструкций.
Для особо ответственных конструкций используют оба способа удаления пленки. Места сварки деталей также рекомендуется обезжирить.
Принципиально также при подготовке исключить прожигание и изменение формы соединяемых заготовок в процессе сваривания. Для этого соединяемые элементы подвергают подготовительному нагреву в печах либо газовой горелкой. Термическая подготовка дозволяет избежать образования трещинок в сварном шве. Температура нагрева заготовок не наиболее 110С.
Оборудование и материалы
Для проведения сварочных работ нужно верно избрать оборудование: аппарат автоматического типа, пистолет, присадочную проволоку, газовый баллон, защитные средства.

Сварочные аппараты
Наружный вид и крепкость шва впрямую зависит от оборудования и корректности подбора расходных материалов. Сварочные аппараты на рынке представлены достаточно обширно. Их можно систематизировать по производительности: для бытовых целей, полупрофессиональные, проф. По мобильности различают стационарные либо передвижные аппараты. Для постоянных сварочных работ с алюминием и его сплавами мощность полуавтомата обязана быть не наименее 200А.
Аппарат состоит из нескольких многофункциональных частей: источник питания (трансформаторный, выпрямительный, инвекторный), подающее устройство, сварочный пистолет.

Для автоматической сварки алюминия используют всепригодные либо импульсные инвекторы. Инвекторные полуавтоматы для сварки алюминия должны владеть последующими опциями:
- Функция «Жаркий старт» дозволяет начинать работу с огромного тока и получать высококачественный глубочайший провар с первых мм сварки. На проф полуавтоматах функция может настраиваться.
- Функция «Puls» конвертирует базисный ток в импульсный, обеспечивающий получение ровненького сварного валика и снижающий возможность прожига заготовки.
- Функция «Dabуle Puls»— нарастание и спад импульса тока идет колебательно. На аппарате с таковой опцией шов выходит узким и осторожным. Не считая этого «Dable Pulse» наращивает производительность процесса.
Импульсная подача тока пробивают оксидную пленку, уменьшают перегрев алюминия и понижают возможность прожога.
Проволока
Верно подобранная сварочная проволока обязана обеспечивать высочайшее свойство, надежность и стабильность сварного шва. При выбирании принципиально учитывать и последующие принципиальные моменты:
- температура плавления дюралевой нити не обязана намного различаться от температуры плавления заготовок;
- лучший поперечник проволоки 0,8 — 1,6 мм;

Используют материал с разными добавками: алюминиево-магниевую, алюминиево-кремниевую и чисто дюралевую. Более всераспространенными марками являются ER4043 и ER5356.
Проволоку подбирают в зависимости от материала заготовок. В приведенной таблице указаны марки, более пригодные для сварки обычных дюралевых сплавов:

Сварочная горелка
Автоматическая сварка просит непрерывный плавный выход расходного материала. Пистолет оснащается графитовой либо тефлоновой направляющей. Совершенно гладкая поверхность шланга уменьшает трение и залом проволоки.
Контактный наконечник пистолета обязан иметь маркировку А — для сварки алюминия. Алюминий и его сплавы при термический обработке очень возрастает в размерах — поперечник отверстия наконечника должен быть больше толщины проволоки как минимум на 0,2 мм. Но, чтоб обеспечить неплохой электронный контакт, зазор меж наконечником и дюралевой нитью не должен быть очень огромным.
Не считая этого пригодиться баллон с защитным газом, снаряженный регулятором расхода. Защитная маска и перчатки уберегут органы зрения и дерматологические покровы от жарких искр.
Наиболее тщательно ознакомиться с действием сварки алюминия на полуавтомате поможет видео:
Последовательность процесса сварки
Техпроцесс автоматической сварки алюминия производится в последующей последовательности:
Как своими руками сварить алюминий полуавтоматом
Автоматическая сварка алюминия— один из популярнейших способов сварки металлов, на поверхности которых появляется оксидная пленка. Существует огромное количество остальных способов, но сварка алюминия полуавтоматом в среде защитного газа является самым действенным и легкодоступным для домашних умельцев.

Чтоб выполнить работу верно, необходимо знать не только лишь технологию сварки, да и все индивидуальности сплава. Новеньким иногда тяжело сварить детали из алюминия, и они задаются обилием вопросцев. В данной для нас статье мы попытаемся ответить на их, также подскажем, что необходимо для высококачественной сварки.
Главные аспекты и трудности
Самое основное, что для вас стоит знать перед сваркой алюминия — это наличие на поверхности сплава стойкой оксидной пленки. От нее как раз все неудачи. Оксидная пленка владеет тугоплавкими качествами. Для ее плавления нужна температура большая, чем для плавления самого алюминия. Конкретно по данной для нас причине у всех новичков швы получаются неровными и хрупкими.
Также сварка алюминия полуавтоматом в среде защитного газа либо с применением хоть какого другого доступного сварочного аппарата усложняется тем, что у алюминия относительно низкая температура плавления, при всем этом он отлично проводит тепло. Конкретно при сварке алюминия легче всего ошибиться с опциями аппарата и деформировать сплав из-за высочайшего значения тока.
Эта неувязка решается правильным выбором режима сварки. А вот неувязка оксидной пленки решается подготовительной подготовкой сплава. Для этого нужно кропотливо зачистить поверхность сплава при помощи железной щетки. А лучше взять для данной для нас цели ручную шлифмашинку.

Также в магазинах можно отыскать особые средства и флюсы, ухудшающие активные характеристики пленки. Мы советуем применять оба метода сходу. Также советуем перед сваркой незначительно подогреть детали в печи. Если печи нет, подойдет газовая горелка, но времени вы потратите в дважды больше.
Выбор полуавтомата для сварки алюминия
Сварка по алюминию вероятна почти всеми методами. Даже ручным, с внедрением плавящихся электродов. Но это весьма трудозатратный процесс, при всем этом свойство шва будет неудовлетворительным. Мы советуем применять в собственной работе импульсный сварочный аппарат. А конкретно, полуавтоматы для TIG сварки.
Конкретно TIG сварка полуавтоматом дозволяет выполнить работу стремительно и отменно, если для вас предстоит работа в домашних критериях. Вы сможете приобрести для этих задач простой инвертор (MIG), если шов не весьма ответственный. Но если необходимо выполнить работу отменно, то мы советуем приобрести неплохой аппарат, работающий в широком спектре сварочного тока.

Для сварки дюралевой детали кроме полуавтомата для вас пригодятся вольфрамовые электроды и защитный газ. Обычно в качестве газа употребляется аргон либо углекислота, время от времени смесь аргона и гелия.
В отдельных вариантах при сварке полуавтоматом в среде углекислого газа (либо хоть какого другого инертного вещества) может употребляться лишь сварочное оборудование. Естественно, свойство шва будет приметно ужаснее, но если для вас необходимо стремительно что-то починить, то нет нужды перевозить тяжкий баллон с газом.
Для сварки полуавтоматом без газа для вас пригодится особая порошковая проволока. При плавлении она выделяет испарения, владеющие качествами, похожими с защитным газом. А совершенно сварка полуавтоматом без газа — это полностью экономный метод выполнить сварку в недоступном месте.
Сейчас перейдем к отдельным аспектам, связанным с выбором самого полуавтомата. Полуавтомат сварочный для работы с алюминием должен соответствовать неким принципиальным аспектам. Во-1-х, поперечник отверстия шланга, из которого будет подаваться дюралевая сварочная проволока, должен быть больше поперечника проволоки.
Это просто разъяснить: проволока для сварки алюминия полуавтоматом при нагреве может расширяться. И если поперечник отверстия равен поперечнику проволоки, то она в ответственный момент может просто не делать верно подаваться в сварочную зону. В худшем случае она совсем застрянет, и вы потратите уйму времени, чтоб извлечь ее.
Длина самого шланга, через который подается дюралевая сварочная проволока, не обязана превосходить 3-х метров, чтоб не деформировать проволоку снутри. Постарайтесь не изгибать и не скручивать шланг с проволокой. Ведь алюминий — сплав, просто поддающийся деформации.
Сварочная проволока для полуавтомата находясь и двигаясь в шланге также может деформироваться от лишней силы трения. Чтоб этого избежать удостоверьтесь, что канал подачи проволоки покрыт тефлоном. Также сварочная проволока для полуавтомата обязана подаваться механизмом, снабженным 4-мя роликами. Таковой механизм не замнет и не деформирует проволоку в процессе работы.
Если вам важнее свойство шва, а не скорость работы, то выбирайте TIG сварку в аргоне. Если скорость важнее свойства, то смело приобретайте инверторный сварочный аппарат для работы с алюминием. Такое оборудование стоит дешевле и иногда для вас вправду не стоит переплачивать за ненадобные функции.
Настройка полуавтомата
Не много избрать аппарат для сварки алюминия, необходимо еще верно его настроить. Как мы писали ранее, конкретно от правильной опции почти во всем зависит финал вашей работы. Быстрее всего, вы не можете с первого раза подобрать правильные опции, так как это дело опыта. Вы сможете просмотреть 10-ки обучающих видео и прочитать статьи, но этого недостаточно. Нужен собственный опыт.
Но, мы попробуем упростить для вас задачку первого знакомства со сварочным полуавтоматом и дадим несколько советов, которые постоянно работают. До этого всего, сварочный полуавтомат для сварки алюминия владеет своими функциями. В обычном полуавтомате вы сможете настроить силу тока, значение напряжения, скорость подачи проволоки и полярность.
Не существует каких-либо определенных всепригодных опций, которыми вы можете сварить любые детали. Тут необходимо отталкиваться от толщины. В качестве примера возьмем деталь из алюминия шириной 2 мм. Мы советуем варить таковой сплав, установив напряжение не наиболее 15 вольт, силу тока можно установить в границах от 100 до 150А.
Скорость подачи проволоки устанавливайте исходя из скорости собственной работы. Если вы новичок, то установите минимальную скорость на вашем сварочнике. Хоть сварка алюминия и обязана выполняться стремительно. Полярность устанавливайте прямую (если варите с применением газа). Если работаете без газа, то устанавливайте, соответственно, оборотную полярность.
Если у вас проф либо полупрофессиональный полуавтомат с возможность работы в четырехтактном режиме, то включите его. Это приметно сделает лучше свойство шва.
Разработка сварки
Разработка сварки алюминия полуавтоматом— крайнее, что для вас необходимо выяснить для высококачественного результата. Вы разобрались в аспектах, избрали сварочное оборудование и настроили его? Означает, пора приступать к работе.
Как мы писали ранее, для начала необходимо сплав приготовить. Кропотливо зачистите поверхность, сочитая методы зачистки. Не обязано быть очагов коррозии, следов грязищи, пыли либо масла. Обезжирьте поверхность сплава при помощи растворителя.

Удостоверьтесь, что наконечник шланга подачи проволоки большего поперечника, чем сам присадочный материал. Загрузите проволоку в механизм подачи, подготовьте газ и включите сварочный аппарат. Ели пользуетесь способом TIG сварки, то подготовьте электроды.
Зажгите дугу. Смотрите, чтоб в протяжении всей сварки она горела размеренно. Расстояние меж сварочной ванной и дугой обязано быть не наиболее 15 мм. Также пытайтесь смотреть за скоростью подачи проволоки. Если чувствуете в для себя уверенность, то повысьте скорость. Но не надо ставить наибольшее значение, так как сплав не сумеет как надо провариться.
Ведите дугу ровно, пытайтесь сформировывать шов умеренно. Опосля того, как работа будет окончена, плавненько отведите дугу в сторону. Не надо сходу прекращать подачу газа, подождите 10 секунд и лишь потом закройте вентиль на баллоне. Это защитит еще жаркий шов от действия кислорода.
Заместо заключения
Сварка проволокой в защитном газе и с применением полуавтомата — это не самый обычной, но экономичный и полностью выполнимый в домашних критериях способ. Естественно, необходимо учитывать огромное количество аспектов. Это не контактная сварка, для которой не требуется ничего, не считая оборудования и самих деталей. Тут нужно верно соблюдать технологию сварки и попытаться избежать ошибок.
Если вы начинающий сварщик, поглядите доп обучающие видео, чтоб лучше осознать сущность данного способа сварки алюминия. Ну а бывалые сварщики могут поделиться своим опытом в комментах к данной для нас статье. Хотим фортуны в работе!



























