Какая сварочная проволока нужна для полуавтомата

Согласно ГОСТ 2246-70 выпускается около 76 видов проволоки для проведения сварочных работ при помощи полуавтомата. Добавочно делается еще несколько 10-ов наименований продукции, соответственной определенным ТУ.
Сварочная проволока для полуавтомата дозволяет обеспечить очень крепкое соединение деталей, тяжело поддающихся тепловой обработки, уменьшить негативное действие на поверхность детали и шва.
Более нужными остаются расходные материалы, предназначенные для работ с нержавеющей сталью и алюминием.
Проволока для сварки нержавейки
Сварочная проволока для полуавтомата по нержавейке делается на базе высоколегированной стали. В итоге получаемый шов становится крепким и устойчивым к действию воды, имеет противокоррозионные характеристики.
Чтоб достигнуть больших прочностных черт очень принципиально, чтоб наплавляемый сплав во время сварки нержавеющей стали, полуавтоматом не вступал в хим реакцию с водой, кислородом и азотом. С данной целью употребляется защитный газ, обычно аргон.
Для полуавтоматов употребляется порошковая сварочная проволока, позволяющая выполнить сварочные работы без внедрения углекислоты и остальных защитных газов. По собственному строению стержень порошковой проволоки припоминает полую трубку, заполненную присадками, гранулками сплава и шлакообразующими материалами.
Под действием высочайшей температуры, проволока для сварки полуавтоматом без газа раскаляется, внутренняя смесь испаряется, в итоге появляется защитное скопление газа. По мере остывания, на поверхности шва возникает защитный шлак, предотвращающий образование пор и растрескивание соединения.
Проволока для сварки алюминия
Алюминий считается одним из самых томных в обработке металлов. Алюминий стремительно греется, отлично передает тепло, что в итоге обеспечивает огромное количество прогораний.
Дюралевая проволока для сварных работ обязана обеспечить соответствующее свойство шва. Главными требованиями, предъявляемыми к электродным материалам, являются:
-
Равномерная толщина. Механизм подачи проволоки может давать сбои в скорости движения электрода при резком изменении размера материала. Свойство расходных материалов обязано быть испытано при помощи скальпирования.
Потому что поперечник электрода может варьироваться от 0,8 до 2,4 мм, чтоб обеспечить равномерную скорость подачи, наконечник проволоки выбирается по поперечнику расходного материала.
Какая обязана быть скорость подачи проволоки
В большинстве полуавтоматоматических станков и оборудовании с программным управлением, находится функция саморегулирования дуги, это несколько упрощает выбор скорости и остальных характеристик.
Регулировка скорости подачи проволоки, сварочного полуавтомата осуществляется последующим образом:
-
Горелка отводится от конструкции, присоединенной к заземлению аппарата. Зажимается курок, устанавливается скорость, при помощи механического регулятора подачи проволоки, поворачиваемого до значения 100-120 мм/сек. Ток сварки взаимосвязан с интенсивностью движения электрода, потому регулировать его не надо.
Какая проволока лучше?
На вопросец, какая проволока лучше, самозащитная, с флюсом, либо общего сечения, не существует прямого ответа. Все зависит от применяемого оборудования, критерий выполнения работ и остальных причин.
Например, разработка сварки порошковой проволокой дозволяет делать работы в потолочном положении, отлично совладевает с необходимостью в оборотном формировании шва.
Недочет использования проволоки с флюсовой прослойкой, то, что для высококачественного шва требуется идеальная схема протяжки проволоки в аппарате. Пока таковым механизмом может повытрепываться лишь оборудование, сделанное в странах ЕС. В качестве минуса можно разглядывать высшую стоимость материала и узенький спектр сварки.
При условии наличия высококачественного полуавтомата, лучше поменять проволоку общего сечения на порошковую. При работе с алюминием и нержавейкой, внедрение флюса помогает сделать лучше свойство шва.
Порошковая проволока
 Данный вид проволоки представляет собой непрерывный электрод, который в собственной структуре имеет железную оболочку и порошковый сердечник. Потому возникает возможность выполнения непрерывного процесса плавления, а железная оболочка обеспечивает удержание порошкового сердечника. Он представляет собой смесь порошков, химикатов, ферросплавов и иных порошков. Проволока сварочная порошковая употребляется для сварки без защиты и с доборной защитой газо защитной зоны.
Данный вид проволоки представляет собой непрерывный электрод, который в собственной структуре имеет железную оболочку и порошковый сердечник. Потому возникает возможность выполнения непрерывного процесса плавления, а железная оболочка обеспечивает удержание порошкового сердечника. Он представляет собой смесь порошков, химикатов, ферросплавов и иных порошков. Проволока сварочная порошковая употребляется для сварки без защиты и с доборной защитой газо защитной зоны.
Приобрести дюралевую порошковую проволоку в Челябинске
| Наименование | Размер | Марка стали |
|---|---|---|
| Дюралевая сварочная порошковая проволока | 0.8 | E71T-GS |
| Дюралевая сварочная порошковая проволока | 1 | E71T-GS |
| Дюралевая сварочная порошковая проволока | 1.2 | E71T-GS |
| Дюралевая сварочная порошковая проволока | 1.4 | E71T-GS |
| Дюралевая сварочная порошковая проволока | 1.6 | E71T-GS |
Индивидуальности дюралевой порошковой проволоки
Сварочная проволока обширно применяется для сварки заготовок из дюралевого сплава с добавлением кремния, марганца и магния. Базу материала составляет железная лента, которая обрабатывается методом прохладной формовки с наполнением консистенции флюса и порошка. На оканчивающей стадии производства порошковая проволока подлежит растяжению до определенных размеров.
Проволока данного вида употребляется в автоматической сварке, как плавящийся электрод. Активное внедрение дюралевая порошковая проволока находит в применении сварки трубопроводов.
В компании “ТрансМеталлоКонструкции” Челябинск представлен большенный ассортимент дюралевой сварочной порошковой проволоки отменного свойства и применимой цены. Мы организуем доставку продукции на объект заказчика. Для консультации свяжитесь с менеджером компании. Стоимость доступна для всякого покупателя.

Достоинства дюралевой порошковой проволоки
- Гарантирован безупречный шов;
- можно производить сварочные работы в любом положении;
- не возникает необходимости использовать баллоны с газом ввиду малогабаритного оборудования;
- сварочная порошковая проволока противоборствует механическому давлению роликов.

Применение дюралевой порошковой проволоки
Дюралевая порошковая проволока имеет обширное внедрение в тех производственных сферах, где требуется изготовка конструкций и деталей, устойчивых к коррозийным действиям. При этом алюминий намного легче стали, потому получил огромную популярность в разработке продукции, где вес играет решающую роль.
Какая сварочная проволока лучше – омедненная, из флюса, из алюминия?
Посреди сварочных аксессуаров представлена проволока из самых различных материалов – алюминия, меди, нержавеющей стали, с легирующими элементами. От что же зависит выбор и в чем индивидуальности разных модификаций? В которых вариантах можно следовать всепригодным советам, а когда лучше довериться советам экспертов?

Для сварки титана почаще всего употребляется порошковая проволока с флюсом
Секрет популярности омедненной проволоки
Неслучайно в число более нужных заходит расходный материал с медным покрытием. Конкретно ему сварочный шов должен способностью просто переносить механические перегрузки и усилия на разрыв, перепады температур и не только лишь.
- По сопоставлению с иными медные сплавы вызывают наименьшее количество брызг, что разъясняет их экономный расход. В неких вариантах экономия может достигать 40 %, при всем этом плотность и свойство шва остаются на уровне – никаких неровностей, непроваренных мест и наплывов!
- Безупречная поверхность гарантирует ровненькую дугу при всех режимах и легкий повторный поджиг – хорошее решение для механизированной работы.
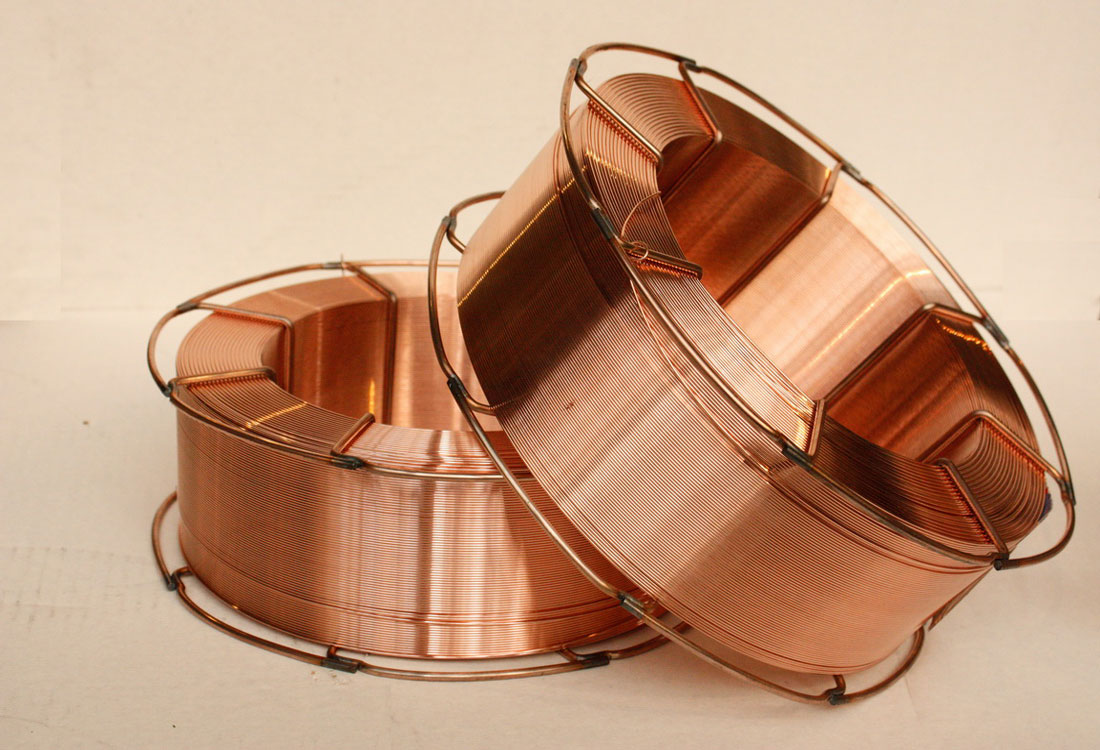
- Почаще всего эта продукция реализуется в катушках с поочередной намоткой. Отсутствие перехлестов увеличивает скорость подачи железной нити.
О проволоке с флюсом замолвим словечко…
Если варить газом по каким-то причинам нереально, к примеру из-за порывистого ветра, на помощь приходит этот «расходник». В отличие от остальных, со сплошной конструкцией, он состоит из железной оболочки, заполненной флюсом специального состава. Преимуществ у такового решения несколько.
- Для работы необходимо минимум оборудования: нет необходимости в устройствах для подачи газа и флюса.
- В отличие от обыденных электродов, рассчитанных приблизительно на 20 А/мм 2 , эта «система» дозволяет использовать сверхвысокие характеристики тока – до 200 А/мм 2 . Логично, что металлической сердечник плавится стремительно и производительность возрастает.
- Благодаря режиму открытой дуги оператор может смотреть за происходящим и принимать активное роль в процессе фактически в всех направлениях.
- Разработка обеспечивает совершенно ровненький наплавочный шов с таковым хим составом, достигнуть которого в обыденных критериях нереально.
Когда не обойтись без алюминия

Проволока из нержавеющей стали с колченогом и никелем сформировывает шов с усовершенствованными антикоррозийными чертами
Для автоматической сварки и наплавки алюминия и его сплавов применяется железная нить из незапятнанного алюминия либо варианты, в составе которых в маленьких количествах находится марганец, магний, кремний либо медь. Выбор маркировки зависит от хим состава поверхности. При соблюдении технологических норм результатом сваривания становится размеренное к механическим действиям соединение с неплохими эстетическими чертами.
Три правила выбора
- Ориентируйтесь на материал заготовки. Так, для работы с низкоуглеродистой сталью лучше тормознуть на более нужном варианте – с медным покрытием, к примеру СВ-08Г2С поперечником 0,8 либо 1 мм.
- Помните о том, что различный поперечник рассчитан на различные характеристики силы тока и определенное оборудование. Так, для полуавтоматов предлагаются продукты в спектре 0,6-1,6 мм, а для сваривания при помощи присадочных прутков и электродов – до 5 мм.
- Обращайте внимание на толщину заготовки: для 3-5 мм пригодится модификация 2 мм, а для обработки листов до 25 мм не обойтись без «расходника» в 7 мм.
Все это всепригодные советы, следовать которым можно в обыденных критериях. Когда же речь входит о решении специфичных задач, лишь эксперт сумеет хорошо подобрать расходные материалы под избранную технологию и сварочный режим, и тестам здесь не пространство.



























