Индивидуальности пайки дюралевых изделий в домашних условиях
 Виды сварки
Виды сварки
Не считая этого, благодаря сравнимо низкой температуре плавления и малой температуре утраты прочности алюминий довольно трудно прогреть, не допустив при всем этом разрушения всего изделия. Потому, пропай деталей из алюминия сложен, если используются обыденные расходные материалы.
На текущий момент пайка дюралевых изделий делается с внедрением специализированных флюсов и припоев.
Индивидуальности процесса
Главные препядствия пропайки алюминия классическими припоями и флюсами соединены с:
- образованием оксидной пленки, обладающей высочайшей температурой плавления и неплохой хим стойкостью, предотвращающей взаимодействие с оловянными либо свинцовыми припоями;
- низкой температурой плавления незапятнанного сплава, затрудняющей высококачественный пропай.
Для проведения пропая дюралевых деталей спецы должны очистить поверхность материала от оксидной пленки или применить спец брутальные припои и флюсы.
Пайка алюминия паяльничком обязана осуществляться с внедрением цинковых припоев. Таковой вариант низкотемпературной пайки алюминия, в отличие от кадмия, висмута, олова либо индия, непревзойденно ведет взаимодействие с незапятнанным сплавом и образует крепкий шов.

Температура плавления дюралевых изделий для пайки.
Главные правила пайки алюминия в домашних условиях при отсутствии цинкового либо дюралевого припоя включают последующие пункты:
- Подготовительную зачистку поверхности.
Пространство, на котором нужно выполнить паяльные работы следует пристально очистить от краски, грязищи и частичек остальных металлов. - Шлифовку.
Для наилучшей адгезии меж припоем и алюминием следует отшлифовать пространство предполагаемого соединения. - Недозволено созодать большенный перерыв меж чисткой алюминия и конкретным нанесением флюса.
Из-за высочайшей скорость образования оксида на поверхности, процесс чистки для алюминия может потребоваться повторно. - Верный выбор устройства, для прогрева места пайки.
Для данной работы совершенно подойдет электропаяльники с регулируемой температурой нажимала. - Контроль за температурой места соединения.
Ввиду неплохой теплопроводимости сплава, температура будет стремительно разливаться по всей площади изделия, а поэтому пропаиваемый участок будет быстро остывать. - Неотклонимым условием удачной пайки алюминия является залуживание места предполагаемого контакта.
Если впору нанести на очищенный участок алюминия каплю припоя, оксидная пленка не сумеет образоваться.
Существует несколько секретов, которые можно применять для пайки алюминия без спец припоя:
- Разрушение оксидной пленки методом интенсивного трения места соединения кирпичом.
Опосля того, как с камня облупится некое количество пыли следует набрать на нажимало паяльничка нужное количество канифоли либо флюса и залить пространство пайки. Опосля этого следует создать мощные нажимистые движения плоским срезом паяльничка, по месту планируемого пропая. Методом такового нехитрого деяния кирпичная пыль разрушит узкую оксидную пленку, а имеющийся на паяльничке припой залудить очищенный сплав. - Разрушение оксидной пленки с помощью частичек железа.
Для этого следует сточить толстый гвоздь ратфилем, нанести на пространство пайки огромное количество водянистой канифоли либо флюса, а потом насыпать железные опилки. Опосля того, как средство для пайки затвердеет следует набрать на нажимало паяльничка припой и очень вмять его в пространство пайки. - Внедрение трансформаторного масла.
Для воплощения данного метода следует снять верхний слой детали наждачкой, а потом на очищенное пространство вылить масло. Опосля этого можно втереть разогретый припой и получить неплохую адгезию меж оловом и алюминием.
Нужные материалы и средства находящиеся под рукой
Пайка дюралевых изделий при подабающей подготовке поверхности быть может выполнена всеми видами припоев. К примеру, пайка алюминия оловом вероятна при снятии оксидной пленки.
Материалы, нужные для пайки алюминия.
Но, в большинстве случаев, дюралевые соединения, приобретенные при пайке оловянным припоем, имеют низкую надежность из-за нехороший растворимости материалов.
Более хорошими припоями для пайки алюминия являются:
- цинковый;
- медный;
- кремниевый;
- дюралевый.
На рынке имеется огромное количество припоев, на базе обозначенных выше материалов. Одним из самых всераспространенных цинковых припоев является ЦОП40, в составе которого имеется 40% цинка и 60% олова. Не считая этого, пользующимся популярностью остается припой 34А, состоящий из 66% алюминия, 28% меди и 6% кремния.
Принципиально отметить, что проведение работ с правильным припоем и со особым флюсом для пайки алюминия значительно упрощает задачку.
Отдельного упоминания стоит особый припой для низкотемпературного пропая дюралевых деталей. Одним из более всераспространенных расходных материалов для схожей операции является припой HTS-200.
Естественно, не стоит забывать и о неотклонимом использовании специального флюса для низкотемпературной пайки алюминия.
В состав флюса для беспроблемной пайки алюминия должны заходить хотя бы один из последующих частей:
- триэтаноламин;
- фторборат цинка;
- фторборат аммония.
Одной из марок флюсов для сварки алюминия газовой горелкой является Ф64. Популярность данного флюса вызвана его большенный активностью. Пропаять с флюсом Ф64 можно даже дюралевые детали без подготовительной зачистки оксидной пленки.
В состав флюса Ф64 входят:
- 50% хлорида калия;
- 32% хлорида лития;
- 10% фторида натрия;
- 8% хлорида цинка.
Подготовка деталей
Пайка алюминия в домашних условиях включает кропотливую подготовку детали.
Обычно, квалифицированные мастера перед пайкой алюминия своими руками делает последующие процедуры:
- Обезжиривание поверхности.
Более пригодными субстанциями для высококачественного обезжиривания места пайки служат ацетон, бензин и растворитель. - Удаление оксидной пленки.
Эта функцию делается с помощью шлифовальной машины либо самодельной мочалки из проволоки. В редчайших вариантах спецы употребляют травление пленки с помощью хим средств, к примеру, кислоты.
Как понятно, оксидная пленка мгновенно возникает на поверхности алюминия даже при краткосрочном контакте изделия с воздухом. Абразивная либо хим обработки разрешают снять толстый оксид и отдать возможность флюсу добраться до незапятнанного сплава.
Опосля выполнения всех предварительных процедур можно перебегать к конкретной пайке алюминия в домашних условиях.
Технологические подходы для пайки алюминия
Разработка пайки алюминия с флюсом фактически ничем не различается от соединения остальных металлов.
Весь процесс пайки алюминия припоем можно поделить на последующие этапы:
- Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. - Установка изделия в рабочее положение.
Для выполнения данного шага могут потребоваться тиски либо 3-я рука. - Нанесения флюса на пространство пайки.
- Прогрев изделия с помощью электронного паяльничка либо газовой горелки.
- Нанесение припоя либо паяльной пасты на нужные участки.
Для данной роли подойдет цинковые либо медные припои. Время от времени могут пригодиться высокотемпературные припои, обеспечивающие неплохую механическую фиксацию изделия.
Направьте внимание! Процесс соединения дюралевых изделий должен выполняться в отлично проветриваемом помещении, так как при плавлении припоя выделяются ядовитые соединения металлов.
Схема пайки дюралевых труб.
Принципиально держать в голове, что при пайке бесфлюсовым припоем следует производить чиркающие движения паяльничком, чтобы обеспечить взаимодействие компонент припоя и сплава.
Проведение работ с помощью специального паяльничка со скребком даст неплохой итог в таковых вариантах:
- пайка дюралевой посуды;
- пайка дюралевых проводов;
- пропай поверхности, не подверженной мощным механическим перегрузкам;
- соединение маленьких деталей.
Пайка мощных дюралевых деталей и толстых стержней обязана проводиться с помощью сварки либо горелки. Сварка не постоянно подступает из-за высочайшей температуры дуги, расплавляющей сплав. Потому, большая часть профессионалов предпочитают применять горелки.
Лучший эффект достигается при непрерывной пайке горелкой. Если, по некий причине процесс пайки пришлось приостановить, следует вполне прогреть весь шов, чтобы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки дюралевых стержней с помощью горелки разделяется такие этапы:
- Чистка сплава от грязищи и подготовка поверхности, методом шлифовки.
- Разогрев всей поверхности мощных изделий с помощью горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А либо Ф-64А.
Допускается прогрев сплава до ярко-оранжевого цвета. В таком виде сплав не плавится, а припой ложится очень умеренно.
Паяные с помощью горелки изделия имеют наиболее высококачественный шов и могут повытрепываться неплохими механическими качествами.
Флюс для пайки алюминия.
Более сложным и в то же время высококачественным способом соединения дюралевых изделий является сварка. Данный метод затрудняется из-за низкой температуры плавления сплава.
Квалифицированные спецы почаще всего сваривают дюралевые изделия последующими способами:
- сварка с помощью электродов с покрытием;
- сварка с внедрением защитного газа.
1-ый вариант сварки имеет последующие недочеты:
- низкая крепкость сварного шва;
- мощное разбрызгивание сплава при варке;
- нехорошая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не владеет видными недочетами и считается лучшим способом соединения дюралевых деталей.
Нагрев дюралевого изделия
Способ прогрева дюралевых деталей подбирается персонально. Изделия сравнимо маленьких размеров можно прогреть с помощью электронного паяльничка и залудить припоем и флюсом для пайки меди. Для наиболее мощных деталей имеет смысл применять иной метод пайки алюминия с применением газовой горелки либо паяльной лампы.
Таблица марок припоев для пайки алюминия.
При прогреве детали следует:
- Надзирать температуру нагреваемого изделия.
Выяснить текущую температуру поверхности детали можно, прикоснувшись к ней прутком припоя. Когда проволока припоя алюминия начинает расплавляться следует уменьшить нагрев и приступать к конкретной пайке с применением активного флюса. - Смотреть за пламенем горелки.
Струя горелки содержит смесь природного газа и кислорода, а поэтому обязана быть ярко-синего цвета. Верный состав пламени горелки дозволяет дюралевой детали меньше окисляться и не перенагреваться.
Главные достоинства прогрева мощных дюралевых изделий газовой горелкой представлены:
- Низкой стоимость оборудования.
Газовая горелка потребляет маленькое количество горючего и продается в любом строительном магазине. - Отсутствие неравномерного прогрева и напряжений снутри изделия.
Детали, прогретые газовой горелкой, имеют ровненький шов и не меняют геометрию из-за перегрева. - Легкий контроль рабочих температур.
При очень сильном нагреве сплава следует уменьшить интенсивность пламени горелки. - Возможность проведения паяльных работ в домашних условиях.
При прогреве сплава горелкой нет едкого аромата, отсутствует ультрафиолетовое облучение кожи и не летят искры.
Заключение
Пайка алюминия флюсом – это довольно нетривиальная задачка. При соединении дюралевых изделий следует соблюдать определенные нормы, а поверхность детали обязана соответствовать бессчетным требованиям. При несоблюдении технологического процесса, сварной либо паяный шов даст трещинку и развалится.
Разработка сварки алюминия зависит от массивности изделия. Маленькие детали, к примеру, провода либо посуда, отлично ремонтируются электропаяльником, а огромные прутья либо трубы следует прогревать с помощью газовой горелки либо паяльной лампы.
Пайка и припой для алюминия при работе в домашних условиях

Алюминий и его сплавы — весьма лёгкие и крепкие конструкционные материалы. Конструкции и детали из алюминия можно повстречать всюду: на производственных площадках и в любом доме. Для ремонта оборудования и домашней утвари нужна сварка либо пайка. Сварка — это непростой технологический процесс, используемый на предприятиях. А паять и лудить кастрюли, фляги, дюралевые трубки можно и в домашних условиях.
Разработка пайки
Трудности, возникающие при пайке частей из алюминия, обоснованы физическими и хим чертами материала. Главные трудности, возникающие при пайке, вызваны:
- Низкой температурой плавления алюминия и сплавов.
- Резвым окислением с образованием твёрдой плёнки на поверхности материала.
- Неплохой теплопроводимостью, с которой соединено резвое распределение температуры.
Для сотворения крепкого соединения необходимо найти, с каким конкретно материалом придётся иметь дело. Незапятнанный алюминий употребляется достаточно изредка, а добавки, используемые для получения различных сплавов, очень влияют на свойства материала, а конкретно:
-
Температура плавления незапятнанного алюминия 660 °C, а для сплавов с огромным содержанием магния и кремния температура начала плавления составляет 500 °C.
- Изменяются механические характеристики. Рост содержания магния значительно наращивает крепкость материала.
- Меняются коррозионные характеристики.
По рабочим температурам различают мягенькую (150—300 °C) и твёрдую (390—580 °C) пайку. Все эти причины необходимо принимать во внимание при выбирании флюсов и припоев для определенных работ.
Виды флюсов

Главные трудности при выполнении пайки дюралевых изделий соединены с появлением на поверхности окисной плёнки. Её можно удалять механическим путём с внедрением щётки с стальным ворсом либо скребка, но она сходу же появляется опять. Потому нужен активный флюс для алюминия, способный повредить плёнку и сделать условия для соединения материала изделия с припоем.
Своими руками сделать флюс тяжело. Лучше пользоваться готовыми. За ранее следует изучить предназначение и свойства и избрать пригодный состав. Более употребительные активные флюсы:
-
Ф-64. Отлично разрушает окисную плёнку, годится для работы и с иными материалами: медью, бронзой, покрытым цинком железом.
- Ф-34А. Этот состав применяется для пайки тугоплавкими припоями. Температура плавления 420 °C.
- Ф-61. Делается на базе фторборатов, рабочая температура (250—350 °C). Применяется для лужения либо низкотемпературной пайки.
- Castolin Alutin 51 L. Водянистый флюс подступает для мягенькой пайки. Отлично работает при соединениях меди и алюминия, рекомендуется для припоев Castolin 1827, Castolin 51, Castolin 157.
Пары флюсов вредоносны. Чтоб не вдыхать их, при пайке необходимо воспользоваться респиратором.
Выбор припоя

Можно использовать низкотемпературные припои на базе олова и свинца, но надёжность этих соединений не весьма высока. При пайке алюминия оловом получаются соединения, которые могут разрушаться при больших температурах и очень подвержены коррозии. Отлично зарекомендовали себя припои на базе алюминия, кремния, меди, либо цинка. К ним можно отнести 34A, который состоит из алюминия (66%), меди и кремния.
Нередко применяется ЦОП-40, состоящий из 6 частей олова и четырёх частей цинка. Цинк придаёт крепкость и коррозионную стойкость месту соединения. Комфортен в применении ввезенный припой HTS-2000. Температура пайки 400 °C. Употребляется без флюса. При определённых условиях можно запаять даже силумин.
Порядок работы

Начинать следует с подготовки сопрягаемых поверхностей. Чтоб спаять алюминий в домашних условиях, сопрягаемые детали нужно отчистить от остатков краски либо грязищи. Для этого употребляются железные щётки, скребки, абразивные круги либо наждачка. Окисные плёнки при всем этом должны становиться тоньше. Обрабатываемые поверхности необходимо обезжирить спиртом, ацетоном либо бензином. Потом детали инсталлируются в рабочее положение, и начинается прогрев материала.
Для маленьких деталей либо электротехнических работ можно применять паяльничек мощностью 100 Вт. Нажимало паяльничка лучше залудить. Для огромных деталей паяльничка недостаточно. Применяется пайка алюминия газовой горелкой либо паяльной лампой, которыми прогревают стык деталей. Пламя горелки необходимо регулировать так, чтоб не было копоти, которая загрязнит обрабатываемые поверхности.
Сплав не должен перенагреваться. Для проверки можно коснуться кусочком припоя обрабатываемой поверхности. Если припой стал расплавляться, температура достигнула нужных для обработки значений. Опосля проведения подготовки можно приступать к соединению деталей. Порядок действий таковой:
-
Нанести флюс на обрабатываемые поверхности. Для этого комфортно применять кисточку. Следует избегать попадания припоя на открытые участки тела и слизистую. В случае попадания немедля помыть водой.
- Нажимало паяльничка и пруток припоя установить на пространство стыка. Паяльничком распределить припой по месту соединения. Если нажимало паяльничка имеет особые зазубрины, необходимо поскрести им пространство соединения для удаления оксидной плёнки.
Опосля остывания пространство соединения следует очистить от остатков флюса. Рекомендуется промывать загрязнённые места поочередно прохладной и жаркой водой и неконцентрированным веществом каустической соды. Это защитит соединение от коррозии.

При пайке предметов домашней утвари (посуды, кастрюль, соприкасающихся с продуктами питания) следует весьма пристально выбирать флюсы и припои. В почти всех из их содержатся вредные хим вещества.
Следует направить внимание и на то, что температура плавления и пределы прочности припоев ниже, чем у дюралевых сплавов, и потому эти соединения не подлежат огромным перегрузкам в зонах больших температур.
При соблюдении всех этих критерий пайка алюминия может обеспечить крепкое и долговременное соединение деталей. Припаять отдельные детали еще проще, чем сваривать их.
Пайка алюминия дома
Пайка алюминия дома можно считать сложным занятием. Но при разумном подходе и соблюдении подобающей технологии, выполнить ее полностью может быть даже малоопытному мастеру.

Задачи нередко возникают во время использования непригодного флюса, например, для пайки стали либо меди. Очень принципиально использовать спец вещество для пайки алюминия, а еще пригодный припой. В случае их использования, пайка алюминия не вызовет особых сложностей.
Характерности пайки алюминия
Пайка алюминия дома сопровождается определенными сложностями, которые соединены со особыми качествами этого сплава. В индивидуальности с тем, что поверхность железных деталей покрыта оксидной пленкой. Она мешает процессу выполнению соединений из-за большенный температуры плавления, превосходящей характеристики незапятнанного алюминия. Также оксидная пленка неуязвима к воздействию брутальной среды и хим активным субстанциям. Благодаря этому пленка мешает соединению железных деталей и припоя.
Чтоб избежать таковых проблем, стоит чистить поверхность изделий от пленки, что можно сделать с помощью абразивных материалов либо использования флюса. Флюс состоит из сильнодействующих веществ, которые могут повредить оксид.
Температура плавления алюминия, в отличии от оксида, осязаемо ниже, примерно 660 градусов, что нередко оказывается основой сложностей. Во время перегрева алюминий способна приметно утратить в прочности, изменяться либо вполне стать не достаточно подходящим.

Температура плавления алюминия и его окисной пленки
Нужно избегать внедрения припоев, которые имеют в составе такие элементы. Они плохо соединяются с алюминием, что становиться основой сотворения плохого соединения.
Более целенаправлено с алюминием ведет взаимодействие цинк, который владеет полезным свойством растворимости.
Способы пайки дома
Есть несколько вариантов пайки, самыми пользующимися популярностью числятся способы с применением паяльничка и пайка алюминия атмосферной горелкой. Можно выделить три метода пайки деталей:
- Пайка с канифолью применяется для сцепления малеханьких железных деталей, проводов и кабелей. Для этого нужно почистить область для работы и покрывать канифолью. Опосля придавить нагретым паяльничком несколько раз. Под эти цели нужно использовать канифольный раствор в диэтиловом эфире.

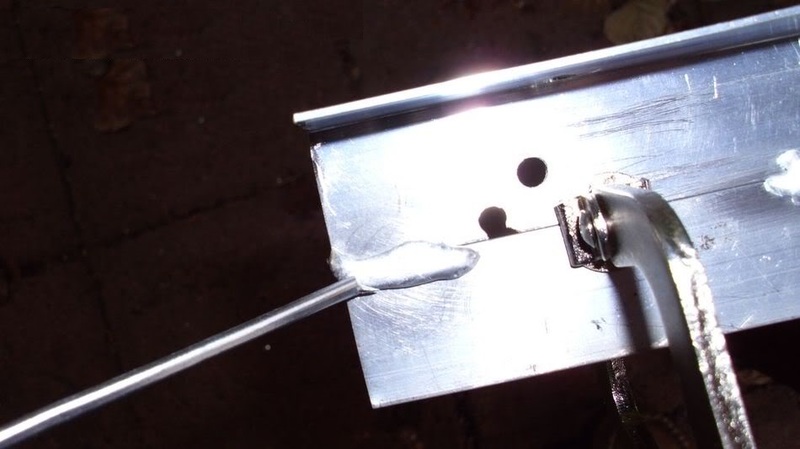
Процесс пайки алюминия
Пайка делается без отрывания от рабочей области с предстоящим прибавлением канифоли. Идеальнее всего использовать паяльный аппарат с мощностью 50 Вт. Если толщина деталей и проволки превосходит 1 мм, следует нарастить мощность до 100 Вт, а намного толстые предметы лучше заранее прогревать.
Этот метод более везде употребляется в электротехнических работах и пайке деталей кара. Перед проведением работ детали нужно залужить. Это дает возможность соединять воединыжды детали с иными сплавами и сплавами. В этом случае происходит пайка алюминия оловом либо припоем с содержанием цинка и кадмия. Это дает возможность исполнять соединения при температуре 400 градусов, что не оказывает воздействие на физические характеристики алюминия.
- Припой нужен во время использования практически всех способов пайки, будет это применение паяльничка либо горелки.
- Химический способ учитывает создание гальванического покрытия, которое делается с помощью спец установки либо ручным методом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. Опосля таковой процедуры на детали влияют нехорошим электронным полюсом.
Инструменты и материалы
Для выполнения пайки алюминия необходимо иметь разные инструменты и материалы, к которым относят нагревательные инструменты, припои и флюсы.

Нужные инструменты и материалы
Весьма нередко в качестве нагревательного инструмента используют электронный паяльничек. Его можно считать функциональным инвентарем, который просто использовать в домашних условиях. Но при его помощи можно созодать ремонт предметов лишь малеханьких размеров, в большинстве случаев трубок малого поперечника, проволки и кабелей, а еще малеханьких электронных устройств. Он может применяться в дома в проветриваемом помещении, так ка он не просит особых критерий и огромное количество вольного места.
Большие предметы следует паять с помощью атмосферной горелки, работающий на аргоне, пропане либо бутане. Дома можно еще использовать лампу для паяния.
Во время использования горелок стоит строго надзирать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. Во время работ, пламя обязано быть ярко-синим. Любые конфигурации цвета могут гласить о лишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем весьма занятие не обычное. По этому выбор припоя важен для сотворения неплохого шва и высококачественного соединения. Во время использования обычного паяльничка нужно выбирать припой из сплава, содержащего невысокую температуру плавления. Самые пользующиеся популярностью сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Такие варианты весьма время от времени именуют радиолюбительскими. Они имеют невысокую температуру плавления, что в особенности животрепещуще для сохранения алюминия в начальном состоянии без конфигурации структуры и физических характеристик. Стоимость схожих припоев низкая, по этому их приобретение становиться легкодоступным для домашних умельцев.

Припои для алюминия
Но их применение имеет ряд минусов и ограниченную сферу использования. Так, соединение предметов с помощью схожих припоем не выделяется большенный надежностью и прочностью. По этому они употребляются практически только при проведении ремонта электронного оборудования, в том числе соединения проводов и кабелей.
При проведении ремонта крупногабаритным железных предметов с помощью схожих припоев соединение стремительно растеряет крепость и разрушиться. В данных вариантах лучше использовать тугоплавкий припой, в его состав заходит цинк и олово.
Но для сотворения высококачественных соединений нужно применять тугоплавкие припои, имеющие в составе алюминий, медь и кремний. За счёт наличия алюминия в составе, припой непревзойденно растворяется в структуре ремонтированного предмета.
Использовать такового припоя во время работы с паяльничком нереально, потому что их температура плавления составляет порядка 600 градусов. По этому для работы с ними следует иметь атмосферную горелку.
Необходимо сказать, что при пайке с помощью атмосферной горелки сплав заготовки не расплавляется, произйдет плавление лишь припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать спец флюсы, потому что не любой флюс энергичен в отношении к алюминию. Самыми приемлимыми числятся вещества на базе фторборатора аммония и триэтаноламина. Большая часть специализированных флюсов помечены спец маркировкой, указывающей на возможность их использования при пайке алюминия.

Флюсы для пайки алюминия
По мере необходимости работы при огромных температурах нужно поглядеть на консистенции, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Таковой состав дает возможность сделать самые отличные условия при высокотемпературных работах.
Подробная {инструкция}
Разработка пайки зависит от метода проведения работ. Но подготовительный шаг практически аналогичен в всех ситуациях. Работу начинать следует со последующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина либо ацетона;
- чистка оксидной пленки, которую можно выполнить с помощью щетки из сплава, наждачные бумаги либо другого абразива.
Опосля следует разогреть пространство паяльных работ. Зависимо от размеров предмета можно сделать это с помощью паяльничка либо горелки. При всем этом необходимо делать несколько советов:
- Не рекомендуется нагревать поверхность — это приведет к расплавлению алюминия. Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает расплавляться, то это значит, что температура нагрева применима и предстоящий нагрев стоит приостановить.
- Не следует использовать доп обилие кислородом, что может привести к химреакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. Во время использования атмосферной горелки нужно приложить припой с флюсом к поверхности для работы с предстоящим его нагревом.
Очень принципиально вполне расплавить припой, но не перегреть заготовку. С паяльничком создать это легче, но выполнить большенный рабочий размер в данном случае тяжело.
С помощью контроля скорости движения припоя и температуры воздействия можно создавать шов, предпочтительный толщины и структуры. Для роста свойства работы рекомендуется подготовительное лужение места обработки и обработка средством против ржавчины.
Если вы отыскали погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.



























