Сварка алюминия полуавтоматом — индивидуальности, разработка
Автоматическая сварка алюминия MIG/MAG в среде защитных газов – это один из способов обработки цветных металлов с применением специальной присадочной сварочной проволоки. Для обеспечения защиты сварочного шва алюминия от действия кислорода (окисления) применяется инертный газ, в большей степени смесь либо незапятнанный аргон. Сварщик вручную перемещает горелку, через которую автоматом подается присадочная проволока и защитный газ с данной скоростью и требуемым давлением.
Автоматическая сварка изделий из алюминия без подачи защитного газа не рекомендуется по последующим причинам:
- возрастает разбрызгивание сплава;
- наблюдается нехорошее отделение застывшего шлака;
- снижается крепкость шва;
- возрастает пористость шва.
Сварка алюминия значительно различается от сварки обыкновенной стали, потому что дюралевые заготовки владеют высочайшей теплопроводимостью. По данной для нас причине рекомендуется подготовительный прогрев заготовок и увеличенная скорость подачи присадочного материала. Обычно, сварка алюминия полуавтоматом применяется в маленькой и большой производственной и промышленной сфере, при работах на судоремонтных и строй предприятиях, в авиационной, пищевой и хим отраслях, в мастерских, сервисных станциях и т.д.
Сварка алюминия MIG/MAG просит:
- проф оборудования и расходных материалов;
- высококачественной присадочной проволоки;
- высочайшей квалификации сварщика;
- высококачественного инертного газа либо консистенции.
При наличии всех перечисленных выше причин достигается высочайшее свойство сварочного соединения дюралевых заготовок способом сварки MIG/MAG.

Отличительные индивидуальности сварки MIG/MAG от TIG
Алюминий относится к цветным сплавам, различается высочайшей температурой плавления за счет наличия на его поверхности тугоплавкой оксидной пленки. При всем этом изделия из алюминия при нагреве не меняют собственный цвет.
Процесс сварки алюминия MIG/MAG и TIG имеет свои значительные отличия:
- При сварке полуавтоматом применяется присадочная плавящаяся проволока, в то время как при аргонодуговой сварке употребляют присадочные прутки.
- В полуавтомате сварочная дуга появляется меж сварочной проволокой и обрабатываемым сплавом, а в ТИГ-инверторах меж вольфрамовым электродом и свариваемым сплавом.
- Автоматическая сварка MIG/MAG является наиболее производительной, чем ручная TIG-сварка.
- Автоматическую сварку MIG/MAG проще освоить начинающим сварщикам, чем аргонодуговую сварку TIG.
- Режим «Double pulse» (Двойной пульс) в полуавтомате. Во время сварочного цикла происходит наложение импульсов с 2-мя величинами тока на импульсный ток дуги. В период высочайшего импульса сварочная капля «вгоняется» в зону шва, а в маленький период охлаждается заготовка, исключая наплывы и подтеки. В итоге обеспечивается четкий контроль над сварочным циклом, тепловложением. Формируется прекрасный «чешуйчатый» шов с глубочайшим проваром, как при наиболее трудозатратном режиме TIG-сварки.
- Сварка алюминия способом TIG в пару раз медлительнее, чем сварка полуавтоматом.
- При аргонодуговой сварке обеспечивается наиболее крепкое сварочное соединение, потому ее употребляют для всех ответственных участков и задач – трубопроводов высочайшего давления, соединительных частей (муфты, переходники) с высочайшей нагрузочной способностью, сварка сталей марки 40Х и т.д.
Достоинства и индивидуальности
- Наиболее обычный процесс сварки, чем режим аргонодуговой TIG. Для работы полуавтоматом не надо много опыта и высочайшей квалификации, как при режиме TIG-сварки алюминия.
- Большая скорость сварки по сопоставлению с режимом TIG-сварки – до 3-х раз выше производительность.
- Импульсный режим сварки для работы с алюминием играет важную роль для увеличения свойства сварки, прочности шва и наиболее действенной работы.
- Применение высококачественного присадочного материала увеличивает стабильность сварочного цикла, улучшает свойство шва и глубину провара.
- При сварке алюминия полуавтоматом возрастает расход присадочного материала до 20%, по сопоставлению со сваркой темных металлов.
- Наиболее высочайшая температура плавления алюминия в сопоставлении с темными сплавами за счет наличия оксидной пленки на его поверхности.

Требования к оборудованию и расходным материалам
- Сечение присадочной проволоки обязано быть меньше поперечника наконечника. В итоге нагрева дюралевая проволока будет расширяться.
- Подающий механизм должен оснащаться 4-мя отдельными роликами, потому что дюралевый присадочный материал достаточно мягенький и просто деформируется в случае появлении лишнего сопротивления. Ролик должен быть гладким, иметь U-образную форму без насечек.
- В качестве защитного газа настоятельно рекомендуется использовать незапятнанный аргон для заслуги высочайшего свойства шва и незапятанной сварки.
- Снутри сварочной горелки используют особый тефлоновый канал, который понижает трение дюралевого присадочного материала.
- MIG/MAG-сварка алюминия и его сплавов применяется в большей степени для соединения заготовок шириной выше 3 мм.
- Рекомендуется использовать формирующую подкладку с канавкой.
Избираем полуавтомат
- аппараты бытового уровня;
- инверторы среднего уровня (с импульсным режимом);
- проф и промышленные модели (с импульсным режимом, водяным остыванием и высочайшим ПВ).
Автоматические инверторы MIG/MAG для сварки алюминия обязаны иметь импульсный режим. Данная функция применяется для пробития оксидной пленки на поверхности заготовок, понижает возможность прожига и перегрев алюминия. Наличие в инверторе режима «Double pulse» дозволяет достигнуть наиболее высококачественного глубочайшего провара, прекрасной чешуйчатой формы шва и увеличенной прочности соединения.
Свариваем алюминий полуавтоматом
Устройства, в каких выступающая в качестве электрода проволока и защитный газ подаются в сварочный пистолет при нажатии на клавишу либо курок, возникли уже достаточно издавна. Их вначале высочайшая стоимость равномерно снизилась. Они возникли не только лишь в арсенале больших компаний, да и стали доступны людям, желающим приобрести схожее оборудование для собственных нужд. И все таки, невзирая на существенное количество размещенных в сети статей и видео, условия, в каких протекает этот процесс, для почти всех остаются не очень понятными.

Развеем легенды
Попытаемся объяснить интересующую почти всех тему. А чтоб не появилось непонимания, попытаемся, для начала, избавиться от домыслов и легенд, которые преследуют пользующуюся популярностью технологию.
- Незапятнанный алюминий фактически никогда не употребляется в производстве, так как не владеет всеми необходимыми механическими качествами. Почти всегда изготовителям приходится иметь дело со сплавами алюминия либо, как минимум, сплавом, насыщенным разными добавками.
- Незапятнанный алюминий токсичен, но не способен нанести человеку вред при контакте, так как фактически одномоментно покрывается оксидной пленкой. Таковым образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой сплава с его поверхности следует удалить окислы, теряет всякий смысл. По сути, поверхность свариваемых деталей обязана быть очищена от загрязнений.
- В атмосферных критериях сварка алюминия полуавтоматом без газа невозможна. Пространство, где накладывается шов, обязано быть защищено от действия наружной среды. Даже в этом случае, когда газ не подается вкупе со сварочной проволокой, он возникает при сгорании применяемого флюса, создавая, таковым образом, нужную защиту. Есть электроды с покрытием, выделяющим при сгорании защитный газ, но в полуавтоматах они не употребляются.
- Миг-сварка – это не заглавие технологии, а термин, показавшийся в нашей стране благодаря возникновению на рынке полуавтоматов марки MIG . По сути, сварка алюминия может выполняться на оборудовании хоть какой конторы, благо, что в разных производителях на данный момент уже нет недочета. Основное, чтоб применяемый аппарат был высококачественным и исправным. Можно ли сделать сварочный полуавтомат самому? В принципе да, но будет ли он дешевле промышленного, и соответствовать всем нужным требованиям?
Факты – упорная вещь
Покончив с легендами, перейдем к настоящим фактам, вправду оказывающим воздействие на работу с многообещающим, но не очень послушливым материалом.
- Более обычным методом обеспечить защиту свариваемого участка деталей от действия наружной среды является подача под давлением аргона. Этот великодушный газ полностью доступен, хотя и стоит несколько дороже, чем применяемый при работе со сталью углекислый газ. Отличные результаты дает применение консистенции аргона и гелия. Так как мы уже узнали, что сварка алюминия полуавтоматом без аргона невозможна, то при отсутствии газа придется раздобыть кое-где флюс.
- В состав флюсов для сварки алюминия, обычно, входят соли щелочных и щелочноземельных частей и, в маленьком количестве, активизирующие хим процесс фтористые составляющие. Существует огромное количество рецептов различного состава, подбираемых зависимо от черт сплава, с которым предстоит иметь дело. Так, для сварки получивших распространение алюминиево-марганцевых сплавов отлично подступают флюсы АН-А1 и АН-А4. При их использовании соединительный шов выходит ровненьким, однородным и не содержит сторонних включений.
- Даже при использовании защитного газа лучшие результаты удается получить, обработав поверхность соединяемых деталей флюсом. Но таковая обработка занимает некое время и замедляет ход работ.
- В промышленных критериях для проведения работ идеальнее всего применять оснащение, использующее принципы импульсной сварки. Конкретно с его помощью достигается лучший итог. Ввиду относительной трудности и накладности подобного оборудование, все наиболее обширное распространение получают инверторные сварочные полуавтоматы. Не очень уступая в качестве соединительного шва, они проще, и полностью могут быть применены даже в домашних критериях.
- Особенное внимание следует уделять качеству сварочной проволоки. Ее хим состав бывает различен, и должен подбираться с учетом хим состава, применяемого для производства деталей дюралевого сплава. Проволока низкого свойства, не имеющая равномерного сечения и владеющая низкими механическими качествами, затрудняет работу и нередко приводит к повреждению оборудования.
Особенные требования
Механические свойства используемой для сварки алюминия проволоки принуждают предъявлять определенные требования к конструкции полуавтоматов и их эксплуатации.
- Неприемлимо, чтоб длина подающего шланга превосходила три метра, а его защитная оплетка была склонна к скручиваниям либо изломам. Принципиально, чтоб канал, по которому проходит проволока, был очень ровненьким, без резких поворотов. Нормально, если сам подающий канал сделан из тефлона.
- Механизм подачи должен протягивать проволоку плавно, обеспечивая малое механическое действие на ее поверхность. Его составляющие следует вовремя осматривать на наличие повреждений и чаще смазывать, обеспечивая свободное вращение роликов.
- Лучшие результаты удается получить на оборудовании, в конструкции которых предусмотрена возможность плавной и четкой регулировки всех характеристик. Принципиально все – сила тока, скорость, с которой подается проволока, количество поступающего газа. Так как действие наружной среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа обязана происходить не сразу с выключением тока, а с задержкой порядка 5 – 7 секунд.
Сварка алюминия полуавтоматом просит от занимающегося ей спеца определенных способностей и мастерства. И хотя поглядеть на видео, как работают мастера, не составляет препядствия, придерживаться их советов безоглядно не стоит. Такую информацию идеальнее всего применять в качестве отправной точки, оттолкнувшись от которой можно поэкспериментировать и самому набраться опыта. Это принципиально, так как отличающиеся по составу и толщине материалы ведут себя по-разному, так же как и полуавтоматы, выпущенные разными производителями.
Плюсы и недочеты
Подводя результат, стоит увидеть, что сварка алюминия полуавтоматом комфортна, но все таки не безупречна. Она имеет свои плюсы и недочеты.
При оценке преимуществ, непременно, следует упомянуть последующие:
- Относительно низкую, по сопоставлению с иными технологиями, стоимость процесса. Благодаря этому он доступен как для огромных компаний, так и для личных профессионалов.
- Универсальность оборудования. Оно быть может применено для сварки разных материалов. Довольно просто поменять подаваемые в сварочный пистолет газ и проволоку и произвести не очень сложные регулировки.
- Доступность нужных материалов. С ростом популярности технологии в проволоке, газе и флюсах не сделалось недочета.
- Высочайшая скорость выполнения работ, подготовка к которым также не занимает много времени.
Что до недочетов, то к ним относятся:
- Непременное внедрение защитного газа либо флюсов. Без их свойства соединения будет очень низким
- Трудность подбора сварочной проволоки при отсутствии инфы о составе материала, из которого сделаны детали.
- Скорость протекания процесса просит от сварщика сноровки. Людям с нехороший реакцией освоить сварку алюминия полуавтоматом бывает не под силу.
Вникать в индивидуальности технологии можно весьма длительно, ведь на данную тему написано много суровых научных прудов. Но возлагаем надежды, что изложенной инфы будет довольно для того, чтоб на первом шаге оценить способности процесса и принять решение о необходимости его использования.
1 комментарий к “Свариваем алюминий полуавтоматом”
У меня в арсенале есть инверторный полуавтомат IGBT MIG/MMA Dnipro-M SAB-310. С алюминием работает отлично. В главном трудности могут возникать лишь у новенького, но я например не будучи еще асом стремительно совладал с алюминием.
3 аппарата для сварки алюминия полуавтоматом

Сварочные работы – острая необходимость на любом без исключения предприятии, производстве.
Также понадобится сварочный аппарат для ублажения бытовых целей – дома, на даче либо в гараже.
Но как поступить в этом случае, если имеется необходимость в сотворения неразъемного соединения 2-ух дюралевых деталей?
В этом вопросце целенаправлено ознакомление с работой автоматическим инверторным аппаратом.
Разработка сварки алюминия полуавтоматом

Техника сварочного процесса полуавтоматом в случае с обработкой алюминия представляет собой очень любопытную работу.
Имея полуавтомат для сварки алюминия, также транспортер с присадочной проволокой, работник может всего за один час накладывать сварочный шов протяженностью до 40 метров, при всем этом свойство шва будет зависеть от свойства используемого материала, инструмента и профессионализма сварщика.
Любопытна разработка соединения дюралевых деталей, а потому считается целесообразным её рассмотрение.
Разработка дюралевой сварки:
- Автоматическая сварка алюминия делается с заправки бобины с расходным материалом (проволокой) в устройство, опосля что проволока протягивается через систему подачи к горелке;
- Сварка алюминия полуавтоматом предполагает последующее: настраивается на оборотный режим подачи электроэнергии, другими словами минусовая клемма кладется на деталь, а плюс – на электрод;
- К оборудованию подключается аргонно-гелиевый либо аргоновый баллоны (отметим, что аргонно-гелиевый баллон необходимо применять для сварки толстостенных деталей алюминия);
- Последующим шагом подготавливается деталь, которую собираются обрабатывать полуавтоматом. Её нужно обезжирить и очистить;
- Работа начинается с проплавления кратера ванн участке стыка дюралевых деталей, опосля что обязано следовать планомерное наполнение получившегося кратера расплавленным материалов;
- Кратер делается методом вмешательства импульсного тока, вырабатываемого полуавтоматом;
- Потом сварка алюминия на полуавтомате производится так: перемещая горелку, сдвигается кратер и делается его наполнение потоком алюминия в расплавленном виде;

- Во время работы стоит смотреть за тем, чтоб расстояние меж электродом и рабочей поверхностью было в границах 12-15 мм (чтоб не прожечь поверхность алюминия дугой);
- В конце шов заканчивается кратером, который заполняется расплавленным алюминием;
- Финишная точка сварочного шва обдувается аргоном (для предотвращения образования оксидной пленки на поверхности дюралевой детали).

Сварочный инвертор на нынешний денек полностью удачно может совладать с монтажом и демонтажем во время строй работ и ремонте каров. Смотрите статью о том, как избрать и применять инверторный сварочный аппарат.
Очень схожая на аргонную, плазменная сварка, происходит с помощью потока плазменной дуги. Наиболее детально здесь.
Сварка алюминия полуавтоматом без аргона

Технологически сварка алюминия полуавтоматом без аргона вероятна.
Невзирая на обширное распространение аргонодуговой сварки алюминия, применяется также сварка рассматриваемого цветного сплава без роли газа. Таковым образом, предоставляется возможность использования флюсовой проволоки.
Также флюсовая проволока называется порошковой.
Состоит проволока из металлической трубки поперечником, подходящим используемой в обыкновенной сварке средством газа.
Внутренняя часть проволоки имеет флюс, который опосля нагревания до определенной температуры сгорает, образовывая при всем этом на участке сварки скопление защитного газа.

Держатель должен соответствовать минусу, в то время как на изделии должен находиться плюс. Данное подключение называется прямым.
Как уже упоминалось, при использовании аргона во время сварки дюралевых деталей употребляется оборотное подключение.
В конце концов, на вопросец о том, как сваривать алюминий полуавтоматом, ответ выбирается лично каждым сварщиком.

По характеристике процесса: сварка может осуществляться безпрерывно единым швом либо маленькими швами по 4-5 см. Узнайте все о систематизации видов сварки по техническим признакам.
Аргонодуговые сварочные аппараты представляют собой баласные инверторы(инвертор аргонодуговой сварки) с замкнутой схемой и контуром: горелка — электрод — осциллограф. Подробности тут.
Инверторные полуавтоматы для сварки алюминием

Сейчас сварочные полуавтоматы для сварки алюминия представлены на рынке электротехнических продуктов широким многообразием, и стоит ознакомиться с техническими чертами неких из их.
Стоит разглядеть несколько фаворитных моделей автоматического сварочного оборудования, опосля что выяснить о технической стороне предлагаемого оборудования.
Модели полуавтоматов для сварки алюминия:
- Патон ПСИ-L-350PD;
- Awelco Mig One;
- DECA DECASTAR 150E;
- Telwin TechnoMig 225 Pulse.

Внедрение сварочного оборудования для сварки алюминия обязано учесть, что при высочайшей теплопроводимости, сплав имеет низкую температуру плавления, а означает его просто можно прожечь насквозь. Узнайте все детали о сварке алюминия разными видами сварочных аппаратов.
Новейшие технологии в строительстве дозволили существенно упростить прокладку канализационных и водопроводных труб. Смотрите статью о аппаратах для сварки полипропиленовых труб тут.
Telwin TechnoMig 225 Pulse для сварки алюминия полуавтоматом

Данный сварочный полуавтомат инверторного типа обустроен современным микропроцессорным управлением.
Устройство создано для соединительных работ средством порошковой проволоки, MIG-MAG, MMA, TIG-DC LIFT, также пайки сплава.
Броско то, что аппарат рассматриваемой модели предоставляет возможность собственному обладателю создавать неразъемные соединения без роли газа.
Разработка сварки алюминия полуавтоматом просит от оборудования постоянные свойства.

Свойства:
- Напряжение на входе – 230 В;
- Потребляемая мощность оборудования при 60% – 6 кВт;
- Напряжение на холостом ходу – 65 В;
- Спектр регулируемого тока – 5-200 А;
- Класс защиты – IP23;
- Режимы работы – 15 программ обычной сварки металлов, также 10 личных программ;
- Рабочие поперечникы используемой проволоки – 0,6-1,2 мм;
- Защита от перегрева – имеется;
- Габариты – 505х250х430 мм;
- Масса оборудования – 26 кг;
- Производитель – Telwin (Италия).
Так Для вас дастся создавать высококачественные, долговременные и неразъемные соединения алюминия.
Индивидуальности сварки алюминия полуавтоматом – разработка и оборудование
Сварка алюминия полуавтоматом – это процесс, требующий не только лишь наличия определенных способностей, да и познания особенностей данного материала, варить который довольно тяжело. Но освоить этот непростой процесс может практически любой желающий, затратив на это не так много времени и приложив к обучению свое старание и желание завладеть новенькими полезными способностями.

Процесс сварки алюминия полуавтоматом
В чем заключаются индивидуальности и трудности сварки деталей из алюминия
Основная сложность соединения дюралевых деталей с помощью сварки состоит в том, что на поверхности данного сплава постоянно находится тугоплавкая оксидная пленка, которую нужно удалить. Если пренебречь сиим требованием, то варить алюминий будет весьма трудно, а приобретенное соединение будет владеть весьма низким качеством.
Сварка алюминия полуавтоматом либо с внедрением хоть какого другого оборудования осложнена к тому же тем, что данный сплав различается весьма высочайшей теплопроводимостью и низкой температурой плавления. Конкретно из-за этого заготовки из алюминия при сварке нередко прожигаются и деформируются.

Зачистка дюралевой заготовки углошлифовальной машинкой
Подготовка деталей из алюминия и сплавов на базе данного сплава к сварке обязана решить сходу две задачки: удаление с поверхности сплава тугоплавкой окисной пленки и исключение способности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку убирают с помощью механической зачистки области соединения металлическими щетками, ратфилями и шлифовальными машинами или особыми флюсами. Чтоб избежать деформации соединяемых деталей в процессе сварки, их за ранее нагревают в печах либо с помощью газовой горелки.
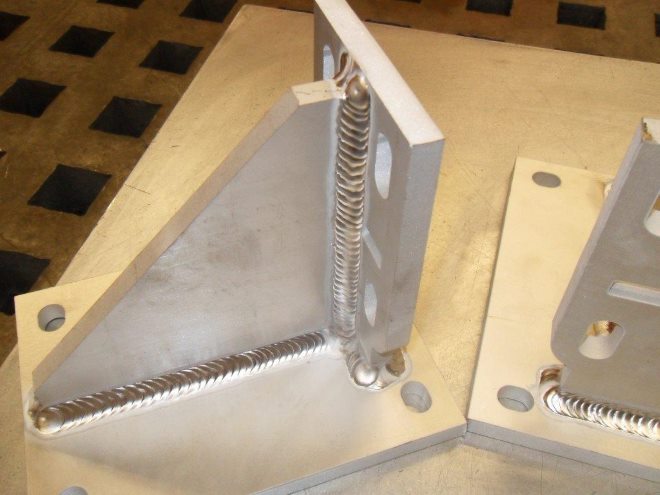
Отменно выполненное сварное соединение дюралевых деталей
Требования к оборудованию для автоматической сварки алюминия
Сварка алюминия полуавтоматом может производиться на любом оборудовании, но наилучших результатов разрешают достигнуть импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка производится на переменном токе высочайшей частоты, также обеспечивают высочайшее свойство получаемого соединения, но процесс на их происходит втрое медлительнее, по сопоставлению с импульсным оборудованием. Но для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются хорошим выбором.
Разработка сварки алюминия полуавтоматом предполагает внедрение защитного газа, в качестве которого употребляется аргон либо смесь этого газа с гелием (если варить нужно заготовки огромного сечения). В отдельных вариантах автоматическая сварка данного сплава может производиться и без газа, но тогда нужно применять специальную порошковую проволоку, испарения которой сформировывают защитную среду, или производить процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают индивидуальности как свариваемых деталей, так и расходных материалов, применяемых для выполнения соединения. Посреди таковых требований нужно выделить последующие:
- Поперечник отверстия в наконечнике, через которое подается сварочная проволока, обязан иметь некий припас по собственному размеру. Разъясняется это требование тем, что дюралевая проволока, применяемая для сварки, в процессе нагрева существенно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не очень длинноватым (не наиболее 3 метров), что разъясняется мягкостью применяемой проволоки из алюминия, которая может деформироваться. Не допускается, чтоб на таком шланге были скручивания и очень изогнутые участки.
- Чтоб минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется поменять обыденный канал подачи на тефлоновый.
- Чтоб механизм подачи сварочного полуавтомата не заминал мягенькую дюралевую проволоку, он должен быть обустроен 4 роликами, имеющими U-образные канавки. Внедрение такового подающего механизма дозволит обеспечить малое механическое действие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу дюралевой проволоки
Если вы собираетесь делать сварку заготовок из алюминия своими руками довольно нередко и для вас принципиальна производительность данного технологического процесса, то лучше применять для этих целей спец оборудование, работающее в импульсном режиме. В таком полуавтомате вначале заложен синергетический режим сварки, что дает возможность отлично применять это устройство для соединения деталей, сделанных из алюминия.
Если же вас сначала интересует свойство создаваемого сварного шва, а не скорость технологического процесса, то лучше применять для сварки дюралевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит существенно дороже, но обеспечивает высочайшее свойство сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Условия сварки алюминия
Алюминий, являясь сплавом с высочайшими прочностными чертами, просит особенных критерий при выполнении сварки. При соблюдении этих критерий можно варить детали из данного сплава и своими руками.
- Поверхности соединяемых заготовок должны пройти неотклонимую чистку от окисной пленки, для что можно применять механические либо хим методы.
- Нужно применение наконечника с отверстием большего поперечника, чем поперечник сварочной проволоки.
- Сварку следует делать в среде защитного газа, в качестве которого в большей степени употребляется аргон.
- Требуется смотреть за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также надзирать скорость выполнения сварки, которая не обязана быть очень высочайшей (в неприятном случае не получится достигнуть высококачественной проварки соединяемых деталей).
- Если сварка производится без использования защитного газа, нужно делать ее с помощью порошковой проволоки либо под слоем специального флюса. Защита зоны сварки нужна для того, чтоб минимизировать воздействие на нее негативных причин наружной среды, также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтоб формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сходу опосля окончания процесса сварки, а спустя 5–7 секунд.
- Достигнуть добротных результатов при выполнении сварки полуавтоматом алюминия дозволяет внедрение четырехтактного импульсного режима.
Как верно настроить оборудование
Сложность сварки алюминия обоснована не только лишь хим качествами данного сплава, но также необходимостью строго придерживаться хороших режимов выполнения данной технологической операции. Для того чтоб отлично усвоить правила выполнения такового непростого процесса, недостаточно будет просто поглядеть обучающее видео, принципиально осознавать аспекты воплощения данной операции.
К особенностям рассматриваемого процесса, о которых не скажет обучающее видео, относятся последующие.
- Перед началом сварки принципиально верно избрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтоб приобретенный сварной шов владел требуемым качеством и надежностью, нужно верно подобрать расходные материалы.
- Если поглядеть видео, демонстрирующее сварку алюминия полуавтоматом, можно направить внимание на то, что данный процесс сопровождается образованием огромного количества копоти. Это также следует учесть при выполнении таковой технологической операции.
Как и хоть какой непростой технологический процесс, сварка деталей из алюминия с помощью полуавтомата просит кропотливой подготовки, в рамках которой производятся последующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые нормально подходят для присадочной проволоки определенного поперечника;
- производится кропотливая зачистка поверхностей деталей, которые нужно варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких характеристик: толщины соединяемых деталей, типа соединения и др. (чтоб облегчить для себя выбор режимов сварки, можно применять особые таблицы либо характеристики, которые обсуждены требованиями соответственных ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
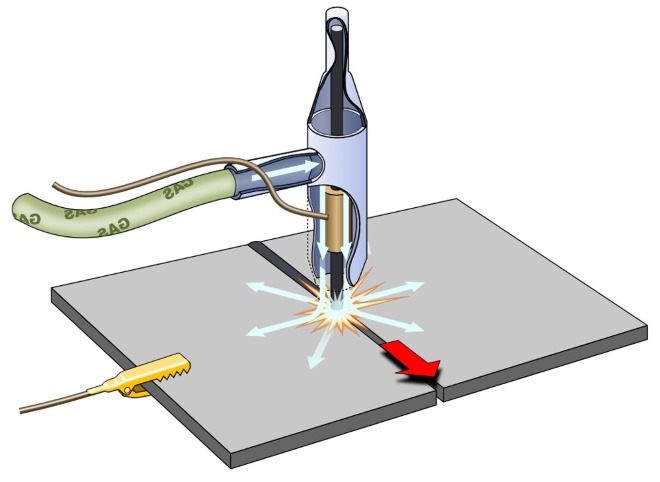
Схема наложения шва при сварке алюминия
При сварке алюминия, который различается высочайшей теплопроводимостью, весьма принципиально надзирать степень нагрева соединяемых заготовок, чтоб не допустить их перегрева и, как следствие, деформации.
Избираем аппараты для автоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь делать своими руками, весьма принципиально верно избрать оборудование, позволяющее получать высококачественное и надежное соединение.
При выбирании пригодного агрегата следует учесть ряд характеристик.
В этом случае, если варить алюминий вы собираетесь повсевременно, лучше избрать полуавтомат проф типа, отличающийся высочайшей мощностью.
Режим работы сварочного аппарата
Хорошим по своим чертам является оборудование, работающее в импульсном режиме (PULSE). Внедрение такового полуавтомата не только лишь обеспечивает разрушение окисной пленки и предутверждает риск прожигания соединяемых деталей, да и гарантирует получение высококачественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обыкновенной электросети, но наиболее размеренную работу показывают те из их, которые подключаются к трехфазной электронной сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения перегрузки на электронную сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на базе данного сплава оказывает воздействие и торговая марка, под которой оно выпускается. Посреди опытнейших профессионалов большенный популярностью пользуются полуавтоматы от германских и итальянских производителей, также аппараты российского производства.



























