Как верно варить алюминий в домашних условиях
У этого сплава впечатляющий перечень плюсов, но из-за его особенностей сварка алюминия связана с трудностями. Главный неувязкой при самостоятельном ремонте деталей из алюминия является сложность сотворения критерий подобных заводским. Но и облегченные технологии обеспечивают применимые результаты.

Индивидуальности сварки алюминия и его сплавов
Трудности сварки дюралевых сплавов и незапятнанного сплава соединены с его качествами:
- Температура плавления окисной пленки, покрывающей поверхность этого материала, 2044⁰C, а сплава — 660⁰C.
- Поверхность капель, образующихся при плавлении алюминия, одномоментно окисляется, что препятствует созданию цельного шва. Потому сварочную ванну приходится ограждать от контакта с воздухом.
- Из-за высочайшей текучести сплава в расплавленном виде контроль над сварочной ванной затруднен. Неувязка решается подкладкой под заготовки стальных пластинок для отвода тепла.
- В алюминии содержится водород, который при остывании шва выходит наружу, образуя поры и трещинкы. В сплавы заходит кремний, содействующий растрескиванию во время остывания соединения.
- У алюминия высочайший коэффициент температурного расширения, потому усадка при остывании приводит к деформации заготовок.
- Из-за высочайшей теплопроводимости сварку приходится вести током в 1,5 — 2 раза огромным, чем при работе со сталью.
- При сварке алюминия своими руками не постоянно удается найти марку сплава, потому настройка рационального режима сварки затруднена.
Методы сварки алюминия
Выбор способа, которым можно сварить алюминий дома, определяется имеющимся оборудованием. Создано несколько методов, но пользующимися популярностью стали лишь три.
Вольфрамовым электродом
Сиим методом сваривают алюминий, когда к прочности шва предъявляются твердые требования. Он создается за счет плавления присадочной проволоки поперечником 1,6 — 4 мм дугой, создаваемой неплавящимся электродом из вольфрама. Для защиты от окисления к месту сварки подается аргон либо гелий.
Работа производится на переменном токе. Если работа проводится в помещении, расход газа настраивают в границах 5 — 8 л/мин, на улице больше. Поперечник электрода и сила тока в зависимости от толщины деталей определяются по таблице:
| Поперечник электрода, мм | Толщина сплава, мм | Величина тока, А |
|---|---|---|
| 1 | 1 — 2 | 10 — 15 |
| 1,6 | 2 — 3 | 30 — 90 |
| 2 | 3 — 4 | 50 — 100 |
| 3 | 4 — 6 | 100 — 160 |
| 4 | 6 — 7 | 150 — 220 |
| 5 | 7 — 9 | 210 — 280 |
| 6 | 9 — 10 | 260 — 300 |
При выполнении сварки следует учесть аспекты способа:
- длину дуги поддерживают на уровне 2,5 мм;
- электрод устанавливается под углом 80⁰ к стыку;
- проволока подается под углом 90⁰ к электроду;
- горелку с электродом перемещают следом за проволокой без поперечных движений;
- для равномерного наполнения стыка проволоку подают маленькими отрезками;
- на конце электрода должен образоваться шарик правильной формы, если нет — необходимо прирастить ток;
- газ подают за 4 — 5 секунд до сварки изделий, опосля окончания перекрывают спустя 6 — 7 сек.
Плавящимся электродом
Сваркой электродами с покрытием соединяются заготовки шириной от 4 мм, если нет больших требований к качеству и прочности. Процесс сопровождается бурным разбрызгиванием плавящегося сплава. Шов выходит рыхловатым, так как в нем остаются поры. Шлак, содействующий развитию коррозии, удаляется с трудом. Невзирая на недочеты эта разработка весьма популярна, так как производится без дорогостоящего оборудования и расходных материалов.
Электродами, обмазка которых при испарении делает защитную среду, проводится сварка алюминия и его сплавов большинства марок. Наилучшими признаны марки УАНА и ОЗАНА. Перед применением их рекомендуется прокаливать. Если особых электродов нет, заместо их можно употреблять дюралевые жилы кабелей. Их обмазывают консистенцией порошкового мела с водянистым стеклом, чтоб вышел слой 1,5 — 2 мм с следующей просушкой.
Сварка проводится неизменным током с оборотной полярностью. Лучше воспользоваться инвертором, но подойдет и самодельный аппарат. Сила тока выбирается исходя из того, что на 1 мм толщины деталей обязано приходиться 25 — 30 А. Для улучшения проплавки края заготовок в зависимости от толщины греются до температуры 300 — 400⁰C. Опосля окончания работы месту соединения дают медлительно остыть, чтоб уменьшить риск растрескивания и деформации.
Из-за низкой температуры плавления дюралевые электроды сгорают быстрей, чем железные аналоги, потому сварка производится быстрей. Их ведут вдоль стыка без поперечных колебаний, стараясь заварить шов без остановок. Прерывание дуги приводит к образованию на кончике электрода и в ванне пленки из шлака, которая сделает труднее повторный розжиг.
Сходу опосля окончания со шва оббивают шлак. Для удаления маленьких крошек соединение промывают водой и чистят твердой щеткой. Для полной убежденности в отсутствии частичек шлака добавочно проходятся щеткой со металлической щетиной.
Полуавтоматом
Высококачественная сварка алюминия и его сплавов с созданием цельных прекрасных швов производится полуавтоматами, работающими в импульсном режиме. Оксидная пленка разбивается краткосрочным разрядом высочайшего напряжения, которое потом понижается до начального значения. По такому же принципу происходит «вбивание» капель в зоне сварки. Но, из-за высочайшей цены оборудования, оно изредка употребляется домашними мастерами. Почаще приспосабливают обыденные полуавтоматы, потому что варить алюминий ими дома можно с неплохим качеством. Но на аппарате без доп опций рациональные опции придется подбирать экспериментальным методом.
Работая по данной технологии, следует учесть ее индивидуальности:
- Работа проводится на неизменном токе с оборотной полярностью. Величину тока можно выставлять по таблице для вольфрамового электрода с следующей корректировкой.
- У мягенькой дюралевой проволоки есть склонность к образованию петель. Для устранения этого недочета ее подают механизмом с 4-мя роликами через укороченный рукав с тефлоновым вкладышем.
- Из-за высочайшего температурного расширения алюминия проволока может застревать в отверстии наконечника. Неувязка решается подменой на иной с огромным поперечником либо с маркировкой «Al».
- Из-за резвого сгорания скорость подачи дюралевой проволоки устанавливается больше чем при работе со металлической. По другому она начнет расплавляться снутри наконечника, выводя его из строя.
Подготовка поверхностей к сварке
Под правильным свариванием алюминия предполагается не только лишь настройка характеристик процесса, да и подготовительная обработка заготовок:
- Пространство соединения на расстоянии 2 — 3 см от стыка очищают от грязищи и обезжиривают хоть каким растворителем.
- При сварке деталей шириной больше 4 мм неплавящимися электродами с кромок снимают фаски под углом 45 — 65⁰. У листов шириной до 1,5 мм делают отбортовку торцов. У заготовок, соединяемых плавящимися электродами с покрытием, кромки разделывают, если толщина больше 20 мм.
- До этого чем сваривать алюминий, с поверхностей около стыка ратфилем либо железной щеткой удаляется оксидная пленка. Обработка проводится без надавливания, чтоб в царапинах не остались ее частицы.
Разработка сварки алюминия
Этапы сварки алюминия в домашних условиях схожи для всех методов:
- заготовки за ранее нагревают до 150⁰C;
- на аппарате выставляются опции избранного режима;
- зажигают дугу контактным либо бесконтактным способом;
- наплавляют сварочную ванну до возникновения на поверхности зеркального пятна;
- потом подают присадочную проволоку, если это предвидено технологией, и начинают перемещать электрод вдоль стыка.
Полезные советы
Повысить высококачественные характеристики сварки алюминия в домашних условиях посодействуют советы профессионалов:
- разделывая кромки, следует учесть, что при уменьшении угла фасок возрастает ширина шва;
- при соединении деталей шириной больше 7 мм меж ними необходимо бросить зазор 2 мм;
- чтоб шов вышел ровненьким по ширине, детали поначалу прихватывают с обеих сторон;
- перед завариванием трещинку расширяют и углубляют, потому что варить алюминий без ее наполнения никчемно;
- толстостенные детали сваривают в несколько проходов до наполнения стыка, удаляя шлак с всякого шва.
Узнав как сваривать алюминий в домашних условиях можно перебегать к практике. Но, чтоб не стать жертвой злосчастного варианта, до этого необходимо запастись одежкой и перчатками из огнеупорного материала. Для работы дома лучше приобрести аппарат с возможностью проведения ручной и аргонодуговой сварки.
Сварка алюминия – методы и технологии
Алюминий владеет огромным перечнем плюсов, не напрасно его массово употребляют в самолетостроении. Но есть у него один недочет – он тяжело сваривается. Потому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.

Низкая свариваемость алюминия – в чем дело?
Маленький показатель свариваемости дюралевых сплавов обуславливается целым рядом их свойств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого сплава – 660С.
- Высочайшая текучесть расплавленного сплава затрудняет надзирать сварочную ванну, для что приходится устанавливать особые подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который опосля застывания сплава оставляет в его теле поры и трещинкы.
- Большенный показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводимость дюралевых сплавов выше, чем у стали, потому для их сварки применяется ток, который по силе выше, чем ток для сварки железных конструкций. Разница кое-где в дважды.
- Если гласить о сварке алюминия своими руками в домашней мастерской, то скорее всего незапятнанный алюминий для вас не попадется. Быстрее всего, это будет сплав неведомой марки (дюраль и остальные), к которому при сваривании придется настроить сварочный режим и подобрать доп материалы.
Методы сварки алюминия
Существует много методов сварки дюралевых сплавов, где употребляются разные виды аппаратов и сварочных материалов. Главных же три:
- С помощью вольфрамового электрода с инертными газами.
- С помощью полуавтоматов в среде инертных газов.
- При помощи плавящихся электродов без газов.
Крайний вариант можно именовать, как разработка сварки алюминия без аргона.
Внимание! В процессе сварки алюминия либо его сплавов принципиально повредить оксидный слой, который размещен на поверхности сплава. Потому в данном процессе употребляют либо переменный, либо неизменный ток оборотной полярности.
Как верно варить алюминий
Все начинается с подготовки деталей, а поточнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Потому кромки дюралевых заготовок поначалу очищаются хим составами, опосля высыхания делается обезжиривание, для этого можно употреблять хоть какой растворитель: ацетон, уайт-спирит, авиационный бензин и остальные воды.
Если планируется сваривать толстые дюралевые заготовки (больше 4 мм), то их кромки нужно разделать. Вариантов разделки несколько, например, сотворения конусных кромок. И крайняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно употреблять ратфиль либо крупнозернистую наждачку. Как видите, подготовка алюминия к сварке – процесс совершенно обычный.
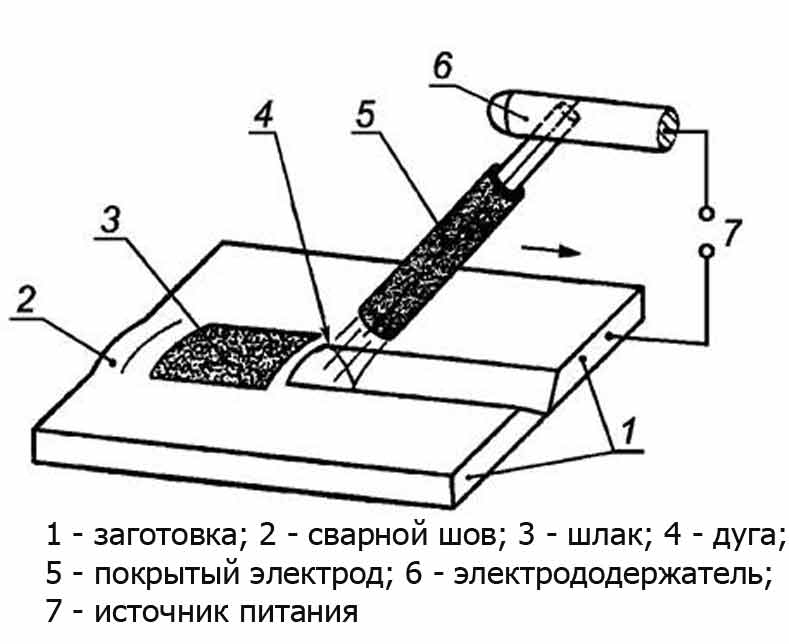
Разработка сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет собственный код обозначения по режиму сварки – MMA. Ее употребляют для соединения металлов толщиною не наименее 4 мм, и когда делается сборка неответственных конструкций. Данная разработка является низкокачественной, поэтому что в процессе сварки алюминия и его сплавов снутри шва остаются поры, что понижает его крепкость. Во время самого процесса происходит разбрызгивание сплава, плохо отделяются шарики застывшего шлака, которые наращивают коррозию.
Индивидуальности сварки алюминия покрытыми электродами:
- Варить можно лишь неизменным током с оборотной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок употребляется ток силой 25-30 ампер.
- Для образования высококачественного шва нужно кромки 2-ух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Обогрев и неспешное остывание – непременное правило, которое нужно соблюдать, чтоб получить шов высочайшего свойства.
- Сварку алюминия необходимо делать безпрерывно в плане использования 1-го электрода. Все дело в том, что при обрыве электронной дуги на ванне и на электроде появляется шлаковая пленка, которая перекрывает прохождение электронного тока, другими словами, это препятствие повторному розжигу дуги.
- Опосля окончания процесса шов необходимо очистить от шлака, который станет предпосылкой образования зон коррозии.
- Чистить можно жаркой водой с следующей обработкой железной щеткой.
Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый всераспространенный вариант, и его употребляют тогда, когда к прочности дюралевых конструкций предъявляется твердое требование. Для этого употребляется присадочная проволока поперечником 1,6-4 мм и сам вольфрамовый электрод поперечником 1,6-5 мм. Также защитный газ: аргон либо гелий.
Электропитание сварочного процесса делается от источника переменного тока. Все характеристики технологической операции зависят конкретно от избранного оборудования. Другими словами, поначалу определяются режимы сварки, опосля что подбираются поперечникы электрода и проволоки, скорость подачи аргона, сила тока и так дальше.
Есть и свои индивидуальности сварки алюминия по данной технологии:
- Длина дуги не обязана быть больше 2,5 мм.
- Угол меж плоскостью сварки и вольфрамовым электродом обязана быть в границах 80°.
- Меж проволокой и электродом угол должен быть прямым.
- Поначалу по шву движется присадочная проволока, а вослед за ней горелка с электродом.
- Никаких поперечных движений, лишь продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это дозволит умеренно заполнить ванну.
- Дюралевые заготовки необходимо непременно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается опосля через 6-7 секунд.
Как варить алюминий полуавтоматами
Это безупречный вариант, где употребляется аппарат для сварки алюминия. Он импульсного деяния. Другими словами, в зону сварки подается импульс высочайшего напряжения, который стремительно разбивает оксидный слой. Опосля что напряжение падает до базисного уровня. Но на нынешний денек эти аппараты весьма дороги. Потому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
На самом деле, разработка сварки алюминия буквально таковая же, как и стали. Лишь заместо металлической проволоки употребляется дюралевая. Есть и остальные индивидуальности.
- Дюралевая проволока плавится в пару раз резвее металлической, потому нужно прирастить скорость ее подачи в зону сваривания.
- При нагревании дюралевая проволока расширяется больше, чем железная, потому рекомендуется получать особый наконечник, обозначаемый знаками «Al».
- Потому что дюралевая проволока мягче металлической, то в процессе подачи ее в зону сваривания могут создаваться петли и скрутки, потому рекомендуется употреблять для ее подачи механизм с 4-мя роликами.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (дюралевый сплав) либо самого алюминия может проводиться инвертором. Для процесса нужно верно подобрать электрод и ток. Что касается электродов, то лучше употреблять марки ОЗАНА, ОЗА либо ОЗР. Установка (настройка) тока обязана учесть высочайшие плавящиеся характеристики сплава. Для что нет необходимости выставлять ток большенный величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для что употребляется особая печь. Она так и именуется – печь для прокалки электродов.
Сам процесс сварки ничем не различается от сваривания железных конструкций. И если перед вами стоит вопросец, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия с помощью флюсов
Флюсы для сварки алюминия употребляются издавна. Они представлены широким модельным рядом, где есть материалы для различных дюралевых сплавов. Основное их предназначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и здесь же делается соединение 2-ух частей.
Производители дают флюсы, которые употребляются лишь в газовой сварке алюминия, либо лишь в дуговой. В крайнем случае употребляются графитовые электроды либо угольные.
Заключение по теме
Как видите, заварить дюралевые заготовки можно различными методами, в которых употребляется различное оборудование для сварки. Но во всех вариантах необходимо свариваемый сплав кропотливо приготовить, и непременно проводится настройка аппарата для сварки. Поглядите видеоурок – как сваривать алюминий. К слову, видео уроки дают возможность воочию узреть, что собой представляет сваренный сплав в конечном виде.
Как сварить алюминий в домашних условиях
Современное промышленное создание развивается семимильными шагами, и с течением времени возникло огромное количество разных методов соединения железных деталей. Вкупе с тем они все условно делятся на две группы:
- Разъемные (другими словами, их можно демонтировать, не нарушив целостности всей конструкции).
- Неразъемные (при демонтаже система разрушается).
К крайней группы можно отнести и соединение с помощью сварочных швов. Часто его употребляют со железными деталями, но в неких вариантах возникает необходимость в сварке дюралевых изделий.

Что необходимо знать новенькому?
Сварка алюминия характеризуется одной значимой изюминка: при контакте с кислородом на его поверхности возникает типичная оксидная пленка, которую можно удалить только хим действием. Это разъясняет внедрение веществ, предназначенных предупредить ее образование и дозволит контактировать конкретно с поверхностью сплава. Все такие средства именуют флюсами.

Кроме флюсов, в процессе сварки нужно употреблять инструмент применяющийся для чистки от грязищи. Мы говорим о особых железных щетках.
Главные методы сваривания
Сварка алюминия в домашних условиях может осуществляться средством 2-ух различающихся друг от друга методов.
- Район грядущего стыка греется газовой горелкой.
- С помощью электронного напряжения, когда стабильность искры контролируется замкнутой электронной цепью.
Газовая сварка алюминия
Сначала следует позаботиться обо всех нужных инструментах. Не считая всего перечисленного, в газовой сварке употребляется также компактный прут из алюминия, который дозволяет не только лишь получить качественный шов, да и надежное соединение.
Хотелось бы уделить несколько слов сиим прутам.
Во-1-х, есть несколько его модификаций, которые выбирают в зависимости от процента алюминия в сплаве и его толщины. Так, стержни могут быть около 3% марганца либо больше, с поперечником от 2 до 4 мм.
Во-2-х, такие стержни продаются на развес: по мере необходимости вы сможете приобрести один либо 5 килограмм в малогабаритном картридже из пластика.
Не запамятовывайте и о самой газовой горелке — без нее сварить что-либо не получится.

Опосля того как мы кропотливо подготовились к работе, можно приступать к зачистке поверхности детали на местах будущих соединений. Тут нам и понадобится железная щетка.
Опосля зачистки места контактов (и ближайшую к ним поверхность) следует обработать флюсом. Это предупредит возникновение оксидной пленки и даст нам доступ конкретно к самому алюминию.
Нагреваем газовую горелку до нужной температуры и прогреваем с ее помощью пространство швов. При всем этом прикладываем доп стержень, который под действием огня расплавляется и перемешивается с главный консистенцией, в то же время соединяя их.

Видео управление по газовой сварке алюминия
Электронная сварка
Таковая сварка алюминия в домашних условиях востребует от вас определенные умения и мастерство. Ведь тут следует не только лишь нормально избрать поперечник применяемого электрода (напомним, конкретно он замыкает контакт на месте стыка и разогревает сплав до температуры, очень приближенной к температуре плавления), а к тому же нужный режим функционирования сварочного устройства. Подробнее о том как верно варить электросваркой.
Электронная сварка применяется к сплавам, толщина которых не превосходит четыре мм. Не считая того, этот метод имеет целый ряд недочетов:
- Свойство шва оставляет желать наилучшего.
- При работе сплав разбрызгивается.
- Плохо отделяемый шлак, который потом способен вызвать возникновение ржавчины.

Подготовка к работе. Собираем все нужные инструменты (которые описывались ранее), готовим сварочный аппарат и подбираем электроды. Лучше, чтоб это были электроды, покрытые алюминием — они в пару раз резвее плавятся, по сопоставлению со железными, отсюда и наиболее высочайшая скорость работы.
Активируем сварочный аппарат. Необходимо подчеркнуть, что для алюминия средней толщины нужна температура от 250°С до 300°С, а для толстых, мощных деталей — около 400 °С.
При сварке рекомендуется опосля обогрева алюминия медлительно его охлаждать. Это предупредит появление кристаллизационных трещинок, также дозволяет получить достаточную степень проплавления при малых издержек электроэнергии. Если свариваем большие детали, то используем локальный обогрев.
Свариваем нужные детали. Ни в коем случае не делайте электродом поперечных колебаний!
Опосля того как завершилась сварка, убираем со шва образовавшийся шлак, промываем шов и повторно обрабатываем металлической щеткой. В неприятном случае система будет заржавевать.
Видео управление по электронной сварке алюминия
Некие советы
Научитесь верно держать дугу, не допуская залипания либо прерывания полосы сплава. Это дозволит проводить работу довольно прямолинейно. Необходимо знать, что лишь опосля того, как будет выполнено достаточное количество сварочных швов, вы добьетесь хотимого результата и приобретете нужные для вас способности, которые весьма понадобятся в будущем.
Сварка алюминия с помощью электрода
Как осуществляется сварка алюминия электродом, что необходимо знать о технологии, материалах и методах такового вида работ. О этом дальше в нашей статье.
Почти все бытовые вещи сейчас делаются из алюминия либо его сплавов. Такие изделия легкие, крепкие и относительно дешевенькие, но нередко приходиться их чинить. А высококачественное восстановление может быть лишь с применением сварки.
Как осуществляется сварка алюминия электродом, что необходимо знать о технологии, материалах и методах такового вида работ. О этом дальше в нашей статье.
Индивидуальности сварки электродами
Алюминий — весьма сложный сплав для сваривания. Неверный подход к технологии приведет к плохому сварному шву и изделие будет испорчено.
Сварка алюминия в домашних условиях инвертором просит соблюдения 2-ух главных правил.
- Варить «крылатый» сплав необходимо лишь с внедрением особых расходников.
- Аппарат настраивают на неизменный ток с оборотной полярностью.
Приемы сварки, внедрение присадок и подготовка материалов также важны. Но нарушение этих 2-ух основных правил приведет к браку.

Электроды для алюминия есть разных марок, их подбирают в зависимости от того, какие детали будут свариваться.
- ESAB с маркировкой «ОК» 96.20, 96.10 либо же 96.50. подступают для сваривания изделий из алюминия, а так же его сплавов с магнием либо марганцем.
- Расходники марки «ОЗАНА» — используют для сварки по алюминию марок А0 (сплав с маленькими добавлениями титана, меди, цинка и иных). «ОЗАНА 2» разрешают сваривать детали и в вертикальном положении.
- «УАНА» также употребляют для дюралевого сплава и литья.
Можно выискать электроды и остальных производителей.
Ранее при недоступности особых расходников для сварки цветных металлов употребляли самодельные виды.
Для этого брали дюралевую проволоку, которую порезали по длине электрода (250-300 мм). Со железных расходников соскребали обмазку, ее размельчали и размешивали с мелом.
Не считая особых электродов нужен сварочный аппарат, который обеспечит подходящий ток и его мощность.
Современные ММА инверторы владеют подходящими свойствами для проведения сварочных работ по алюминию. Наибольшая мощность обязана составлять 250-300 Ампер.
Основное требование в том, что такое оборудование обязано перенастраиваться на неизменный ток.
Итак, как варить алюминий электродом и что необходимо знать?
Предварительные работы

Электроды перед внедрением должны быть отлично просушены. Почаще всего употребляется прожарка в печи. Это делается для получения высококачественного сварного соединения.
Поверхности свариваемых деталей необходимо кропотливо очистить от загрязнения и, основное, от оксидов, которые в любом случае образуются на сплаве от контакта с атмосферным кислородом. Также алюминий необходимо обезжирить, используя для этого ацетон.
Заготовки либо изделие необходимо перед сваркой прогреть до соответственных температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Наиболее мощные изделия нагревают до температуры в 400°.
Для сварки алюминия необходимо приготовить и пространство. Сплав при варке весьма текучий, и, чтоб избежать его протекания, необходимо создать подставку из тугоплавкого материала.
Проведя все предварительные мероприятия, приступают к конкретной сварке.
Разработка сварки

Как не старайся, но разработка сварки электродами не дает хорошего свойства соединения. Снутри шва все равно образуются поры, которые понизят крепкость сварного шва. А опосля окончания процесса не получиться вполне удалить шлак, он в предстоящем содействует образованию коррозии.
- Вначале необходимо перенастроить инвертор на неизменный ток (AC) и поменять полярность. Для этого кабель держателя подключают на плюс, а массу — на минус.
- Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на любой мм поперечника электрода.
- Опосля поджигания дуги необходимо установить положение электрода в границах 60-80 градусов к поверхности (идеальнее всего 90, но тогда будет перекрыт обзор).
- Скорость ведения шва необходимо соблюдать соответственно скорости плавления расходника (она выше, чем у обыденных железных электродов).
- Расстояние кончика электрода от поверхности выдерживают в 1,5-2 мм. Если очень глубоко утопить его, то шов будет всплывать и расплескиваться по сплаву. При большенном расстоянии сплав просто не провариться подабающим образом.
- Длину соединения необходимо найти на один электрод. При всем этом не надо созодать поперечных движений, как при сварке стали.
- Расплавленный алюминий — весьма текучий материал. Для того, чтобы он не вытекал из сквозных соединений, шов ведут в один слой, при всем этом также заготовки располагают на подставках из тугоплавкого сплава.
- Когда шов пройден, необходимо сходу же удалить шлак, используя для этого твердую щетку по сплаву. Изделие также будет нужно помыть в жаркой воде.
- Чтоб свариваемый алюминий не треснул, необходимо обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и бросить до полного остывания.
- Также, во избежание деформаций сплава, не стоит располагать очень близко друг к другу сварные соединения.
Ни в коем случае недозволено охлаждать сварные швы алюминия в прохладной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете довольно опыта в сварке, то лучше вначале просто потренироваться на какой-либо ненадобной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Остальные методы сварки
Функция TIG предугадывает доп внедрение аргона, как защиты от кислорода. Вследствие этого не появляется оксид алюминия. И шов выходит намного прочнее.
При всем этом употребляют вольфрамовый стержень в качестве электрода.

Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество данной технологии во-1-х, в высококачественном шве, а во-2-х, можно варить тонкостенные (тоньше 4-х мм) конструкции.
Подходящая крепкость при аргоновом методе достигается и за счет использования особых присадок. Их получают добавочно в виде проволоки.
Присадка подается в зону сварки во время сварочного процесса.
Также, благодаря распространению относительно дешевых аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — дюралевой) в аргоновой среде.
Проволока уже имеет в собственном составе нужные присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну.
Единственный недочет использования таковых аппаратов на бытовом уровне — это их достаточно высочайшая стоимость. Обыденный ММА (ручная электродуговая сварка) устройство обойдется в дважды дешевле. К тому же добавочно придется получать и газ (аргон либо гелий), присадки, вольфрам.
Невзирая на недостающее совершенство сварки алюминия электродами, это самый доступный метод стремительно соединить либо починить изделия из этого сплава. К тому же инверторы ММА почаще всего употребляют для сварки стали, которые и придется варить в большинстве случаев.
Внедрение аппаратов аргонодуговой сварки в домашнем хозяйстве наиболее целенаправлено, если Для вас приходится нередко работать с цветными сплавами. Для сварки алюминия в единичных вариантах лучше употреблять метод варки электродами, а если соединение необходимо высококачественное, то лучше обратиться к специалисту.
А что Вы можете добавить к материалу данной статьи? Имеете ли Вы опыт сварки алюминия электродами, как принципиально соблюдение всех перечисленных технологий? Если Вы сможете что-то добавить — оставьте свои комменты к данной статье.



























