Как паять алюминий без аргона
Самой высококачественной сваркой алюминия является — аргонодуговая сварка. Но для данного метода нужно как дорогостоящее оборудование, так и высочайшая квалификация сварщика, что часто не постоянно соответствует действительности. Не считая того, оборудование для данного метода сварки довольно громоздкое и в неких местах его внедрение совершенно запрещено. В данной для нас статье мы поведаем о других и дешевых методах сварки алюминия без внедрения аргона.
Метод 1: внедрение электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого диапазона дюралевых сплавов включая силумин и дюраль. Этот метод дозволяет накрепко сваривать алюминий без внедрения дорогостоящего аргонодугового оборудования.
Достоинства и области внедрения
- При соблюдении технологического процесса сварки, по собственному качеству сварочный шов, изготовленный с помощью электрода Zeller 480, не уступает аргонодуговой сварке;
- Высочайшая производительность наплавки;
- Плотный наплавленный сплав без пор;
- Благодаря мягенькой, равномерной дуге, шов выходит ровненький и гладкий;
- Zeller 480 единственный дюралевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод оснащен специальной защитной обмазкой, которая владеет высочайшей гидростойкостью, что значительно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, потому что все нужные элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Употребляется для сварки дюралевых листов, профилей, токопроводящих шин, резервуаров, дюралевого литья, устранение изъянов литья, картеров, кузовов каров и т.п.
Принципиально! Потому что в покрытии дюралевых электродов содержатся гигроскопические соли, опосля выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое пространство.
{Инструкция} по использованию
Шаг 1. Перед началом сварки, удостоверьтесь, что приготовленный эталон из сплава сухой, потому что алюминий гигроскопичен (впитывает воду). С помощью нержавеющей щетки зачистить соединения до железного блеска, и удалить остатки загрязнений в зоне около шва.

Шаг 2. Если нужно, просушите электроды 1-1,5 часа при температуре 100°С.
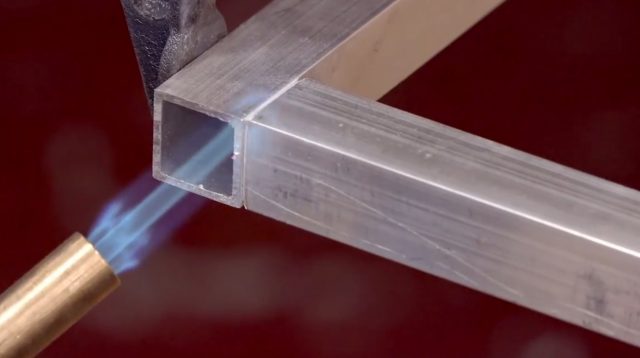
Шаг 3. Подогреваем дюралевый эталон до температуры 150-200°С с помощью горелки.
Принципиально! Без обогрева сварку проводить недозволено!
Шаг 4. Сварка осуществляется на неизменном токе оборотной полярности. Более вертикальное положение электрода с поддержанием недлинной дуги. Подавать электрод в зону сплавления следует стремительно, очень продвигая вперед и поддерживая весьма маленькую дугу.

Шаг 5. Делайте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки таковая же, как и у автоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на мм кв., что близко к лимиту прочности основного сплава. Потому этот способ сварки можно применять на ответственных системах.
Метод 2: Внедрение припоя HTS-2000 либо Castolin 192
Припой HTS-2000 либо Castolin 192 — это сплав в виде цинковой трубки, заполненный жестким порошком флюса по центру, с помощью которого сварка становится резвой и вседоступной. Припой изготовлен с помощью больших технологий и специально предназначен для того, чтоб проводить работы по восстановлению деталей, изготовленных из алюминия. При всем этом сварка не подразумевает использования технологий высочайшей цены.

Все что будет нужно для ремонта дюралевых деталей, это лишь сам припой и газовая горелка для сварки.
Достоинства и области внедрения
- Прост в применении и не просит высочайшей квалификации;
- Высочайшая скорость пайки;
- Температура плавления ниже чем у алюминия;
- 100% железное соединение как при сварке;
- Незаменим в «полевых» критериях;
- Паяльный шов по прочности не уступает сварке;
- Не подвержен коррозии и не имеет срока годности;
- Для работы подойдет хоть какой источник тепла;
- Употребляется при ремонте всех изделий из алюминия: радиаторов, движков, велосипедных рам, профилей, кузовов, трубопроводов, арматуры, топливных баков, картеров и т.п.
{Инструкция} по использованию
Шаг 1. ВАЖНО! Перед началом работ нужно зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно употребляются ратфиль либо щетка из нержавеющей стали (кордщетка).
Шаг 2. Нагреваем рабочую поверхность эталона из алюминия (не сам стержень припоя) до температуры 200° C.
Совет: для наилучшего проникания припоя, можно зачистить поверхность снова, потому что при нагревании алюминия сваркой, на поверхности проявляется оксидная пленка.
Нагревание дозволит открыть структурные поры рабочей поверхности для наилучшего проникания сплава вглубь сплава.
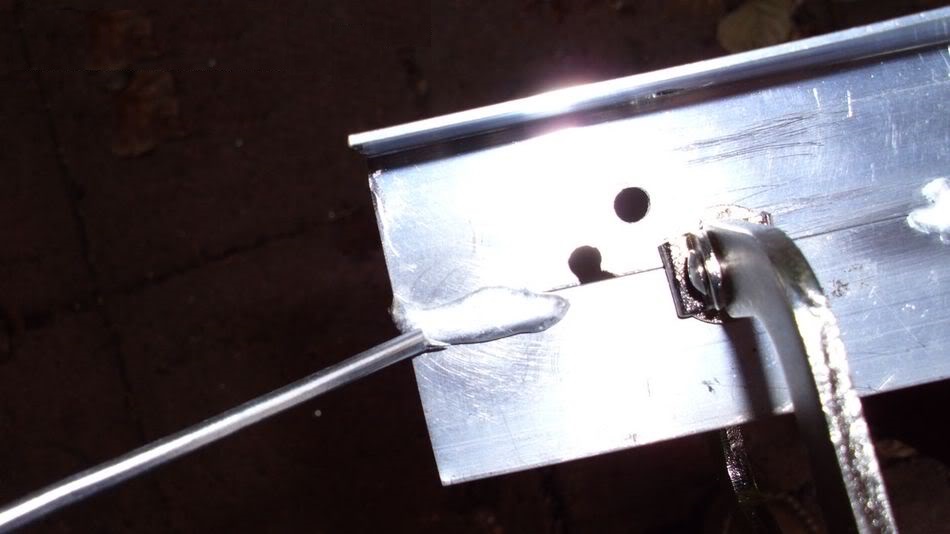
Шаг 3. Когда соответственная температура при сварке будет достигнута, необходимо умеренно и как можно лучше залудить рабочую поверхность: проводя прутиком по отверстию, натягивая припой с краев, как мыльную пену.

Припой владеет достаточным поверхностным натяжением, что делает комфортным заделывание отверстий до 1 см без использования доп заплаток.
Совет: чтоб исключить повторное появление оксидной пленки под слоем припоя, следует, поддерживая горелкой жидкое его состояние, снова пройтись щеткой (железным прутом) по поверхности. В этот момент и происходит проникания припоя в поры сплава.
Шаг 4. Если для вас требуется соединить несколько деталей, то для начала, по отдельности залудите обе поверхности, потом, соединив и нагрев оба элемента, притирающими движениями сцепите их вместе.
Шаг 5. Опосля окончания сварки, дайте алюминию остыть естественным методом, не используя при всем этом воздух либо воду для убыстрения остывания.
Принципиально держать в голове, что чем толще и массивнее материал, тем больше будет нужно времени для заслуги нужной температуры при сварке алюминия.
Свариваем алюминий без аргона

Привет друзья! Я покажу как сварить алюминий без аргона, обыденным инвертором. Весь процесс будет вполне схож как при электродуговой сварке стали, кроме 1-го маленького конфигурации. При помощи этого метода вы можете без труда создавать ремонт дюралевых деталей либо узлов дома, без дорогостоящего оборудования для аргонной сварки.
Пригодится
- Инверт неизменного тока, способный выдать 120 А.
- Особый электрод для сварки алюминия — http://alii.pub/5nyy46
Со сварочным аппаратом, думаю все понятно, а про электрод необходимо объяснить. Оказывается, не так издавна, в продаже возникли спец электроды для сварки алюминия обыкновенной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без заморочек можно приобрести в вебе.

Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Здесь все также, лишь электрод имеет другую цветовую гамму: жила — блестящая, потому что состоит в большей степени из алюминия, покрытие — белоснежное.


Такие электроды предусмотрены не только лишь для алюминия, а так же для его сплавов: силумин, дюраль. Потому без труда сможете варить и их.
Что необходимо знать, чтоб создать высококачественный шов?
Хоть способ практически ничем не различается от обыкновенной дуговой сварки, необходимо учитывать последующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на недлинной дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает втрое резвее, чем при обыкновенной сварке стали.
Варить алюминий еще труднее, потому, если вы не разу этого не делали, то советую непременно потренироваться, что буду созодать и я.
Свариваем алюминий обыденным инвертором без аргона
Мой 1-ый опыт сварки этого сплава в без аргонной среде. Я буду сваривать толстые пластинки. Фиксируем детали струбцинами. Минус подключаем к нижней пластинке. Плюс к электроду.

Вначале рекомендую установить ток 100 А и испытать.

Варим все на недлинной дуге, потому что из-за резвого плавления электрода ее весьма тяжело ловить, в особенности с непривычки.

Приноровившись уже выходит размеренно держать дугу.
Как и опосля обыкновенной сварки отбиваем окалину молотком.

И зачищаем щеткой.

Не судите строго, для первого тренировочного раза, я считаю, это неплохой итог.

В особенности беря во внимание как это трудоемко и не по привычке опосля обыкновенной сварки стали.

Советы для высококачественной сварки
- Зачистите щеткой по сплаву пространство сварки, чтоб удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачку получения высококачественного шва.
- В момент сварки ведите электрод резвее, потому что он сгорает резвее приблизительно в 3 раза.
Подведение итогов
- — варить листовой алюминий;
- — дюралевый профиль;
- — чинить катеры движков либо любые блоки из дюрали либо силумина;
- — любые сварочные работы бочек либо резервуаров;
- — сваривать токопроводящие шины;
- — и почти все другое.
Крепкость шва выходит никак не ужаснее чем у аргонной сварки.
Естественно, мало трудозатратный процесс, но следует лишь приноровиться и все пойдет как по маслу. Из недочетов охото отметить маленькую дороговизну электродов, по сопоставлению с обыкновенными. Но если с ассоциировать с аргонной сваркой, то сантиметр шва выходит в разы дешевле, так что метод все равно выигрывает.
Смотрите видео
Непременно поглядите видео, где видно как это тяжело создать с первого раз.
Разработка сварки алюминия полуавтоматом
Алюминий обширно употребляется в самых разных сферах индустрии, а потому будет не излишним знать, [как проводится сварка алюминия полуавтоматом], и какая обязана для этого употребляться разработка.
Популярность алюминия можно разъяснить сходу несколькими факторами.
Сначала, этот сплав имеет довольно высочайшие эксплуатационные характеристики и сравнимо маленькой вес.
Во-2-х, он владеет высочайшей надежностью, а изделия из него получаются крепкими и долговременными.
Меж тем алюминий относится к тем материалам, которые трудно поддаются разным видам обработки, в том числе и по мере необходимости выполнить сварное соединение.

Этот сплав имеет некие свои соответствующие индивидуальности, которые нужно непременно учесть при выполнении какой-нибудь его обработки.
Сварка алюминия делается только полуавтоматом, при всем этом может производиться или с внедрением газа аргона, или без него.
Сам процесс сварки этого сплава полуавтоматом довольно непростой, а разработка выполнения работ просит определенных способностей и умения.
В этом случае для сварки употребляется особая проволока и аппарат импульсной сварки.
Не считая этого, если сварка делается в аргоне, то добавочно нужно иметь соответственное оборудование для подачи газа. Для того чтоб без помощи других выполнить сварку алюминия, нужно попытаться освоить процесс выполнения работ, отлично изучить технологию и знать индивидуальности самого материала.
Соответствующие трудности выполнения работ
Алюминий обширно нужен в самых различных сферах индустрии, в том числе и в таковых, как судостроение, самолетостроение, также автопромышленность.
Он поддается самым различным видам обработки, при всем этом есть определенные тонкости и аспекты, на которые следует непременно уделять свое внимание.
Для сварки этого всепригодного сплава употребляется только сварочный полуавтомат.
Главный сложностью проведения данного вида работ является образование на поверхности сплава оксидной пленки.
Это происходит из-за взаимодействия алюминия с атмосферным воздухом и может плохо сказаться на качестве соединения.
Удаление товаров окисления делается методом следующего использования неких хим составов.
Не считая этого, конкретно перед началом сварки полуавтоматом поверхность алюминия следует в неотклонимом порядке обработать разными типами флюсов, также отлично зачистить, для что употребляется твердая щетка с железной щетиной.
Следует учитывать и то, что разработка варки данного вида сплава в неких вариантах предполагает внедрение газа, а это означает, что кроме полуавтомата будет нужно доп оборудование.
Выполняя сварное соединение на поверхности алюминия, следует держать в голове, что образуемая полуавтоматом дуга не обязана перегревать сплав, а электрод прилипать.
В неприятном случае могут образоваться недостатки, которые будет весьма трудно счистить.
Перед началом самостоятельной сварки дюралевой поверхности, рекомендуется для начала потренироваться и получить малые способности выполнения соответственной работы.
Для получения сварного соединения на поверхности алюминия с помощью газа нужно иметь под рукою сварочный полуавтомат, оборудование для газовой сварки, нагревательный устройство.
Не считая этого, будет нужно дюралевая проволока в бухтах, которая будет выступать в качестве электрода.
Если работа производится без использования защитного газа, то в этом случае употребляется особая проволока, также принудительная подача к сварному соединению флюса, который и выступает в качестве защиты от образования оксидной пленки.
И в том, и в другом случае употребляется особенная разработка сварки, которая дозволяет получить высококачественное и крепкое соединение 2-ух отдельных дюралевых поверхностей.
Главные индивидуальности
Как правило, сварка алюминия полуавтоматом производится особыми плавящимися электродами.
Работу следует делать с помощью подкладок с так именуемой формирующей канавкой. По сопоставлению со всеми остальными, данный процесс имеет много положительных моментов.
Сначала, таковой сварочный процесс различается собственной высочайшей производительностью.
Этот показатель существенно увеличивается в этом случае, когда сплав имеет огромную толщину.
Сам сварочный процесс происходит при неизменном токе, имеющем оборотную полярность. Горение образующейся дуги происходит конкретно в парах плавящегося материала.
Необходимо подчеркнуть то, что образующееся на поверхности сварочной ванны катодное пятно в процессе работы подвергается непрерывному действию ионов сплава, которые в свою очередь выделяют огромное количества тепла.
Это приводит к тому, что образующаяся оксидная пленка начинает разрушаться. При всем этом разрушению подвергаются лишь тонкие образования. Для избегания образования наиболее грубых образований еще на шаге подготовки к обработке алюминий следует обработать или механическим методом, или хим.
В процессе сварки алюминия с внедрением полуавтомата, формирование шва на поверхности сплава идет за счет расплавления проволоки и образования водянистого сплава, который и заполняет все место в районе кромок.
Создавать сварку сплава можно в самых различных положениях в пространстве, в том числе и в горизонтальном.
Рекомендуется для выполнения сварки алюминия применять полуавтоматы, в каких предусмотрен тянущий подающий механизм.
В неких отдельных вариантах употребляется сварочный импульсной дуговой аппарат.
В этом случае вкупе со сварочным током сразу появляется определенный импульс, который помогает существенно понизить время нахождения сплава в водянистом состоянии.
Внедрение данного вида сварки дает возможность прирастить механические характеристики выполняемого соединения, а не считая этого, сама работа становится наиболее легкой.
На видео, которое расположено в разделе, тщательно показан процесс сварки алюминия с внедрением полуавтомата.
Сварка без газа
Способ получения сварного соединения на поверхности алюминия с внедрением полуавтомата, но без газа, считается относительно новеньким.
В этом случае принципная схема применяемого аппарата имеет замкнутый контур, в состав которого в неотклонимом порядке входят заземление, конкретно сам переносной инвертор, также особый электрод.
Не считая этого, в процессе работы в автоматическом режиме осуществляется подвод присадочного электрода.
Почти всегда соединение производится встык, а медная проволока употребляется в качестве наплавляющего материала.
При выполнении данного вида сварки с внедрением полуавтомата для защиты сварочной ванны употребляют особый флюс.
Он вводится в расплавленный сплав в момент, когда идет формирование сварочного шва.
В этом случае подвод специальной флюсовой проволоки осуществляется конкретно через суппорт к самой электронной дуге.
В момент собственного сгорания проволока умеренно покрывает всю площадь сварочной ванны.
Данный вид сварки без использования газа в истинное время интенсивно употребляется в промышленной сфере для выполнения различного вида задач.
Сварка полуавтоматом дюралевых поверхностей без использования газа владеет огромным количеством самых различных преимуществ.
Сначала, такое соединение имеет высочайшее свойство, а сам процесс выполнения работ владеет неплохой функциональностью.
Необходимо подчеркнуть и то, что таковая сварка дюралевых поверхностей не только лишь ординарна в использовании, да и стоит относительно дешево.
Выполнение сварного соединения без использования газа на полуавтомате считается безобидной операцией, которая не оказывает негативного воздействия на экологию.
Приобретенный таковым образом шов на поверхности алюминия, различается высочайшей надежностью и функциональностью.
Внедрение аргона
Более нередко дюралевые поверхности сваривают меж собой с помощью полуавтомата в аргоновой среде, которая выступает в качестве защитного слоя от атмосферного воздуха, препятствуя тем образованию в сварочной ванне разных окислов.
Данный способ не различается собственной высочайшей производительностью, но свойство получаемого в итоге шва не вызывает никаких колебаний.
В полуавтоматах для варки с внедрением аргона почти всегда употребляется переменный ток, который и образует дугу.
Это дозволяет по мере необходимости производить плавную регулировку, как чистоты и ампеража, так и температуры.
Необходимо подчеркнуть и то, что такие полуавтоматы импульсной сварки должны непременно поддерживать импульсный режим.
На видео ниже показан процесс сварки алюминия полуавтоматом с внедрением аргона.
Сварка алюминия является довольно сложным действием в технологическом отношении.
Таковая обработка, обычно, делается с внедрением полуавтоматов, как в защитной газовой среде, так и без нее.
При выполнении сварки алюминия не стоит забывать и о мерах сохранности.
Не считая этого, чтоб получить высококачественный и крепкий шов на поверхности сплава, нужно в точности соблюдать технологию выполнения работ и применять лишь высококачественные составляющие.
Как сварить алюминий инвертором — пошаговая {инструкция}
Алюминий не самый крепкий материал, потому не умопомрачительно, что предметы из него часто ломаются. Необязательно относить их в мастерскую, отремонтировать можно и дома сваркой алюминия инвертором. Но для сотворения надежных соединений необходимо учесть нестандартные характеристики этого капризного материала.

Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обоснована его чертами:
- У оксидной пленки, которой покрыта поверхность этого сплава, температура плавления 2000⁰C, а у сплава — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сходу опосля снятия оксида, чтоб очищенная поверхность не успела окислиться.
- При значимом перепаде температуры крепкость алюминия миниатюризируется.
- Из-за высочайшей текучести сплав стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высочайшего коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не меняется, что затрудняет контроль над действием при выполнении инверторной сварки.
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от размера и трудности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется больших требований, довольно дешевенького аппарата. В неприятном случае предпочтение отдается модели с функциями MMA и TIG. Таковым аппаратом производятся соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта довольно силы тока 200 А.
Для упрощения и убыстрения работы при огромных размерах следует направить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным методом. Полезной будет функция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается нередкое перемещение инвертора, предпочтение следует отдавать малогабаритным моделям. Они дороже аппаратов с подобными функциями, но удобней при перевозке.
Выбор расходных материалов для сварки
Чтоб варить алюминий инвертором без аргона используются электроды, изготовленные из близкого по составу материала. Их покрытие при нагреве делает газовую среду, которая препятствует проникновению воздуха в зону сварки. Наилучшими русскими признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги забугорного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка производится неплавящимися электродами из вольфрама. Для сотворения шва употребляют присадочную проволоку поперечником от 2 до 5 мм. В составе фаворитных марок АО, АД, АК содержится много магния.
Чтоб сваривать алюминий инверторным полуавтоматом употребляется присадочная проволока поперечником от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, изготовленные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием используются пореже.
Разработка сварки алюминия инвертором
Перед началом сварки алюминия в домашних критериях необходимо обработать пространство соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще сплав, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются железной щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется подготовительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке дюралевые заготовки зависимо от толщины располагают с зазором 1 — 2,5 мм меж ними.
- Если детали тоньше 5 мм, под их подкладывают графитовые либо глиняние пластинки, чтоб расплавленный сплав не протекал на оборотную сторону.
Сварка плавящимися электродами с покрытием производится неизменным током с плюсом на держателе, а вольфрамовыми — переменным. Чтоб шов по всей длине был схожей ширины, заготовки поначалу прихватываются с обеих сторон. Поперечник электрода и ток зависимо от толщины алюминия определяются по таблице:



























