Как варить алюминий — аспекты работы, способы, разработка

Алюминий, также его бессчетные сплавы употребляются всюду. Он имеет маленький вес и потрясающие механические характеристики сплавов, также неплохую тепло- и электропроводность. Эти хорошие свойства имеют одно нивелирующее их свойство – трудность сваривания. Для облегчения этого процесса употребляются особые электроды и особенные способы работы. Необходимость сварки алюминия возникает не только лишь в бытовой сфере, да и в производстве. Обеспечить дома все нужные условия для сварочной процедуры достаточно проблемно, но полностью может быть. Перед тем как варить алюминий следует ознакомиться с его параметрами и главными принципами сварки.
Почему алюминий трудно сварить?
Сложность варки алюминия и его различных сплавов заключается в индивидуальности его соответствующих параметров. На нем повсевременно находится окисел, который плавится при еще большей температуре, чем сам сплав. В сварной зоне расплавленный дюралевый материал фактически сходу покрывается окислительной пленкой, мешающей формированию правильного сварного шва.
Это описывает индивидуальности сваривания деталей, где нужно защищать сварной участок от взаимодействия с воздушной средой. Для этих целей применяется аргон. Расплавленная дюралевая масса имеет высшую текучесть, которая мешает образованию правильной сварочной ванны. Чтоб нивелировать данное свойство употребляются различные теплоотводящие подкладки.
Дюралевый состав содержит водород в растворенном виде, высвобождающийся наружу при выполнении сварочных работ. При всем этом на швах создаются поры, также трещинкы кристаллизационного типа. На свойство соединений влияет и находящийся в составе кремний, снижающий шовную крепкость при охлаждении деталей. Дюралевый материал владеет высочайшим линейным расширением, что влияет на сильную усадку сплава во время остывания и появлению деформаций свариваемых изделий. Перед тем как сварить алюминий в домашних критериях, учтите эти аспекты.
Для сварки этого сплава, также его сплавов употребляется сварочный электроток больших значений. Это обосновано завышенной теплопроводимостью материала. При всем этом значение тока для стали требуется фактически в 1,5 раза меньше. Соединение дюралевых и сплавных деталей осложняется к тому же тем, что тяжело найти точную марку свариваемых частей. Это делает затруднительным выбор нужного сварочного режима и подбор способа соединения.
Что необходимо знать при сварке алюминия
Чтоб осознать, как заварить алюминий в домашних критериях, следует ознакомиться с некими чертами работы. Варить этот сплав, также его сплавы можно не только лишь с помощью аргона, да и иными способами с получением сварного шва неплохого свойства. Более применимым считается стыковое соединение при сваривании изделий. Нахлесточные и тавровые типы соединений сваркой нежелательны, потому что возрастает возможность попадания в зазоры шлака, который убыстрит коррозионные процессы.
Перед сварным действием нужно провести правильную подготовку дюралевого изделия. Для этого удаляется оксидный слой и принимаются меры, препятствующие его повторному образованию. По окончании сваривания деталей непременно производится промывка обыкновенной водой шва для удаления шлака.
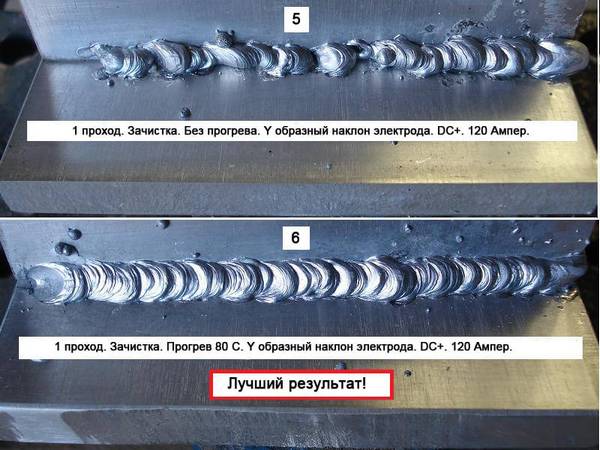
Мощные элементы с шириной наиболее 3 мм подвергаются доборной обработке с созданием в месте соединения кромок V-образного типа под углом 60°. Перед свариванием сплав прогревается до температуры порядка 150-250 °С. Учтите, что изделия из незапятнанного алюминия соединяются лучше, чем из его сплавов с входящими в их состав марганцем и магнием (силумин и дюралюминий).

Методы и способы, используемые для сварки
Сваривание дюралевых частей производится разными методами, которые различаются внедрением различного оборудования и материалов. Не считая того, используются особенные средства предохранения сварной области, к которым относятся флюсы, также инертные газы.
Посреди нескольких способов, использующихся при сваривании металлов на производстве и в бытовых критериях более применимы три вида:
Режим ММА
В этом режиме используются особые электроды с покрытием особенным составом. Эти работы употребляются для получения неответственных соединений конструкций с шириной сплава выше 4 мм. При всем этом методе сваривания выходит низкое свойство шва, который имеет низкую крепкость и высшую пористость. В процессе сваривания происходит завышенная разбрызгиваемость сплава, также нехорошее отделение остывшего шлака. Электродным методом данного типа сваривают как незапятнанный технический сплав, так и его разные сплавы.
AC TIG
Данный способ применяет вольфрамовые электроды, также доп защиту сварной области облаком инертных газов. Он употребляет аппараты, выдающие частотный переменный ток для облегчения зажигания электронной дуги. Эти устройства снабжаются некими функциями, влияющими на свойство сварных работ. К ним относится регулировка частоты выходного тока переменного значения, также его баланс.
Перед тем как сварить алюминий инвертором, следует ознакомиться с некими аспектами. Регулирование помогает получить фокусирование ширины дуги для получения способности сваривания недоступных мест. Кроме этого, она упрощает работу с узким материалом. Баланс предоставляет возможность управлять раскислительным действием алюминия, который еще именуют «очищением».
DC MIG
Для соединения изделий применяется полуавтомат с механизмом подачи сварочной проволоки. Выполнение сварки происходит в защитной газовой среде. Чтоб верно осознать, как варить алюминиевое изделие полуавтоматом, нужно осознать специфику. Данный метод несколько различается от работы со железными материалами. Высочайшая теплопроводимость дюралевых изделий просит усиления контроля над скоростью подачи сварной проволоки, также мощностью дуги. Внедрение полуавтоматов дозволяет получить высококачественный дюралевый сварочный шов при довольно высочайшей производительности.

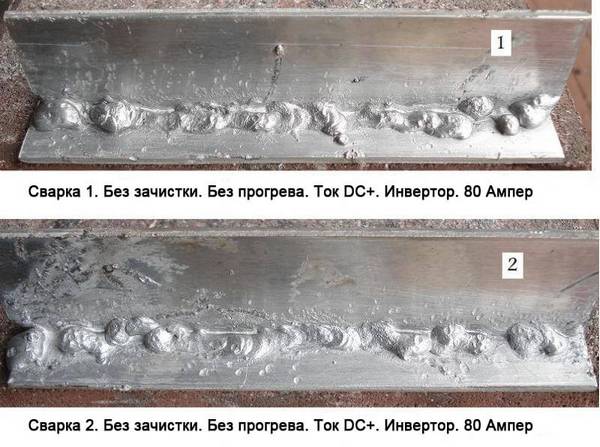
При сваривании дюралевых материалов нужно соблюдать условие удаления окислительной пленки на соединяемом участке. Это производится при использовании переменного либо же неизменного электротока оборотной полярности. При всем этом осуществляется катодное действие, которое разрушает слой окисла. Ровная токовая полярность не будет проводить разрушающее действие на оксидную пленку.
Технологическая последовательность процесса
Соблюдение всех правил технологии дозволяет уяснить, как верно сварить алюминий и получить высококачественный, крепкий шов вне зависимости от используемого способа.
Подготовка
Перед началом сварочных работ нужно выполнить подготовку кромок изделий для соединения. Данный процесс проходит в несколько шагов.
Поначалу соединяемые поверхности очищаются от масла, жировых пятен, грязищи. В этом потрясающе поможет ацетон, также уайт-спирит, авиабензин либо же остальные растворители. Опосля этого производится разделка соединяемых граней (при толщине деталей наиболее 4 мм). При электродной сварке данная процедура производится для изделий с шириной, превосходящей 20 мм. Торцы железных листов до 1,5 мм отбортовываются перед выполнением соединения.
Удаление слоя окисла делается щеткой с ворсом из стали нержавеющего типа либо ратфилем. Ширина обрабатываемой зоны составляет порядка 30 мм. Эту функцию можно выполнить при помощи различных хим средств: бензином либо каустической содой. Опосля содовой обработки участок непременно промывается обыкновенной проточной водой.

Сваривание
Электродная сварка дюралевых изделий (режим ММА) производится электродами марок УАНА, также ОЗАНА. Они предусмотрены для соединения всех видов сплавов легкого сплава. Эти марки употребляются взамен устаревших ОЗА. Перед тем как варить алюминий электродом, требуется подготовительный прогрев сплава приблизительно до 300 °С при маленький толщине и на 100 °С больше для работы с громоздкими изделиями. Это дозволит получить неплохую проплавку железного изделия, также избежать коробления и вероятного появления трещинок.
Сваривание электродами нужно делать непрерывным швом для избегания обрывов дуги и возникновения шлаковой корки. Чтоб осознать, как сваривать алюминий особенными электродами, ознакомьтесь с подходящим видеоматериалом.
Применение способа AC TIG является более всераспространенным. В нем употребляются электродные вольфрамовые стержни поперечником от 1,6 мм и до 5 мм, также присадочные прутки с поперечником до 4 мм, также аппарат инверторного типа. Для защиты от наружной среды применяется высокоочищенный гелий либо же аргон. Для питания дуги служит источник тока переменного типа, который содействует активному разрушению слоя окиси.
Меж электродом и горизонталью выдерживается угол порядка 75 °, меж электродным стержнем и присадочным прутком – примерно 90 °. Длина сварной дуги составляет примерно 2 мм. Горелка обязана передвигаться сзаду присадочной проволоки, которая подается маленьким возвратно-поступательным ходом.
Лист из соединяемого материала ложится на специальную прокладку из стали либо же меди, которые отводят получаемое тепло. Сварная ванна обязана иметь маленькие размеры, а скорость выполнения сварки подбирается в согласовании с расходом газа, также избранной величиной электротока. За 5 секунд до зажигания дуги начинается подача аргона, а выключается по истечении 6 сек. опосля ее обрыва.

При использовании режима DC MIG применяется полуавтомат импульсного типа. Чтоб осознать, как заварить дюралевый материал автоматическим агрегатом, следует осознать его механизм работы. Высочайшее напряжение опосля разрушения оксидного слоя падает до обыкновенной величины. Капли электродного материала «впечатываются» вовнутрь сварной ванны, что обеспечивает высочайшее свойство шовного соединения. Стоимость таковых агрегатов очень высока, потому некие умельцы обходятся обыкновенными автоматическими устройствами с маленькими доработками. Для ознакомления с действием сварки полуавтоматом просмотрите соответственное видео.
Сварочная проволока, использующая в данном режиме обязана на сто процентов соответствовать дюралевому материалу. Это указывается в ее технических параметрах.
Достоинства и недочеты самостоятельного сваривания
Выполнение самостоятельной сварки дюралевых изделий без вербования экспертов просит серьезного соблюдения технологического процесса. Для начинающих это будет очень тяжелое испытание, которое может окончиться неудачей. Но, приобретя некий опыт и исследовав теорию, можно достигнуть полностью добротных результатов.
К преимуществам сваривания в домашних критериях относится удешевление процесса при наличии соответственного оборудования, получение мгновенного результата своей работы. Кроме этого, дома еще проще использовать подручные приспособления, отсутствуют высочайшие высококачественные нормы, потому что требования к соединению невысоки. Перед тем как начинать сваривать алюминий дома, нужно ознакомиться и с иной стороной данного процесса.
Не считая плюсов сварки в домашних критериях находятся и недочеты. Это пониженное свойство соединений, трудности в подборе расходных материалов, отсутствие ведущих технологий. Кроме этого, хранение электродов может не полностью соответствовать их рекомендованным условиям, а приобретенный сварочный шов фактически нереально буквально диагностировать. При бытовых работах очень трудно соблюдать все требования сохранности, что чревато тяжкими последствиями.
Пристально исследовав теорию и получив практику, можно создавать сварные дюралевые соединения с высочайшей прочностью и надежностью.
Способы сварки алюминия, силумина в домашних критериях

Работы по свариванию алюминия часто сопровождаются обилием проблем, связанными с его химико-физическими чертами. В индустрии такие задачки постоянно решались проще, чем в быту. Но благодаря неизменному улучшению технологий и оборудования сварка алюминия в домашних критериях тоже закончила быть трудноразрешимой задачей.
Индивидуальности алюминия
Как на техническом уровне незапятнанный алюминий, так и его сплавы (силумин, дюралюминий, авиаль и остальные) владеют неповторимыми чертами: малый удельный вес, хорошая тепло- и электропроводность, высочайшая механическая стойкость. К огорчению, нехорошая свариваемость тоже его неотъемлемое свойство. Тому есть несколько обстоятельств:
- Когда алюминий расплавлен, он различается завышенной текучестью, а это, в свою очередь, затрудняет формирование сварочной ванны. С сиим борются с помощью теплоотводящих подкладок.
- Этот сплав характеризуется высочайшим коэффициентом термического расширения. Когда он застывает, происходит его усадка, что может послужить предпосылкой деформирования соединяемых деталей.
- Сплав покрыт пленкой оксида алюминия. Температура ее плавления приблизительно втрое больше, чем у незапятнанного алюминия. Во время сварки расплавленный алюминий практически одномоментно покрывается оксидом, что служит суровым препятствием для сотворения сплошного однородного шва. Чтоб решить эту делему, во время сварки алюминий изолируют от взаимодействия с воздухом.
- Если употреблять сварочный инвертор для сварки алюминия, пригодится ток силой приблизительно в полтора раза больше, чем для сварки стали.
- Алюминий и его сплавы содержат внутри себя растворенный водород. Когда сплав застывает, водород стремится вырваться наружу, а это, в свою очередь, содействует образованию микротрещин и пор. Образованию трещинок в особенности подвержены сплавы с увеличенным содержанием кремния.
- Сварка алюминия инвертором в домашних критериях еще осложнена определением четкого состава и марки сплава, чтоб верно настроить лучший режим сваривания.
Методы сваривания

Сварка в домашних критериях полностью — разрешимое задание. Для заслуги результата существует несколько способов:
- Автоматическая сварка с внедрением проволоки специального состава. Процесс сваривания должен проходить в окружении защитного газа.
- Электросварка с внедрением инверторного аппарата. При использовании этого способа нужно использовать электроды с покрытием особым составом.
- Сваривание в окружении инертного газа с применением электрода из вольфрама.
Подготовка деталей
Применение хоть какого из методов сварки алюминия предугадывает кропотливую подготовку и обработку детали, даже если необходимо заварить маленькую трещинку. Сначала нужна механическая зачистка от грязевых отложений, технических жиров, масел и остального. Опосля этого деталь нужно обезжирить. Можно употреблять авиакеросин, уайт-спирит, ацетон либо другие растворители со схожими качествами.
При сваривании тонких дюралевых листов либо профиля (шириной не наиболее 1,5 мм) торцы нужно отбортовать.
Один из самых принципиальных предварительных шагов — снятие пленки оксида алюминия. Для данной цели идеальнее всего употреблять шабер либо щетку с волосками из нержавеющей проволоки. Недозволено употреблять абразивные круги, шлифовальную ленту, пескоструйные либо дробеструйные аппараты из-за высочайшей вероятности возникновения шлаковых отложений. От момента окончания предварительных работ до сваривания деталей не обязано пройти больше 3−4 часов.
Сваривание специально покрытыми электродами

Этот способ сваривания подойдет для дюралевых конструкций, к которым не выдвигаются завышенные требования по прочности, однородности и надежности соединительного шва. Он получил наибольшее распространение для работ, выполняемых своими руками в бытовых критериях, потому что сварить алюминий инвертором нетрудно. Работы нужно проводить на неизменном токе, который подключен в оборотной полярности.
Это дозволяет употреблять для сварки маленькие токи и понижает возможность возникновения трещинок из-за резкого остывания конструкции.
В процессе сварки не следует совершать поперечные колебательные движения электродом. Сваривать нужно стремительно, без обрыва дуги, повторное разжигание может быть лишь опосля удаления шлаковой корки. Опосля сваривания сходу необходимо удалить шлак. Пространство соединения промывается жаркой водой, а потом обрабатывается щеткой по сплаву. Главные недочеты такового способа (в особенности справедливо для деталей толще 5 мм):
- высочайшая пористость шва;
- разбрызгивание расплавленного сплава в момент сваривания;
- трудности с отделением шлака от плоскости шва.
Работы в окружении инертного газа
Это одна из самых распространённых технологий соединения сваркой для алюминия и его сплавов. Соединения владеют высочайшей прочностью и однородностью. В роли защитного газа обычно употребляется высокоочищенные гелий либо аргон. Конкретно для сварки используют прутки либо вольфрамовые электроды. Режимы сваривания и требуемые расходные материалы выбираются по справочным таблицам.
В момент сваривания первым двигают присадочный пруток, а уже за ним горелку. Дугу нужно удержать длиной около 2 мм. Очень не рекомендуется совершать поперечные колебательные движения. При сварке тонких деталей употребляют железные либо медные пластинки в роли радиаторов. Принципиально начинать подачу газа за несколько секунд до начала сваривания, а прекращать — через несколько секунд опосля окончания.
Опосля окончания сварочных работ создают удаление шлаковых отложений.
Сварка автоматическим оборудованием
Для сваривания алюминия и его сплавов также употребляются импульсные полуавтоматы. Получаемые с помощью их соединения владеют высочайшей прочностью и надежностью. Главной индивидуальностью работы с таковым оборудованием будет то, что за счет высочайшего импульсного напряжения разбивается оксидная пленка. К огорчению, в домашних критериях это оборудование не получило достаточного распространения из-за высочайшей цены. Не считая того, хотя свойство соединения выше, чем при сварке с внедрением специально покрытых электродов, оно уступает по качеству соединениям, приобретенных при сварке в окружении защитных газов.
Сварка алюминия аргоном (TIG)
Легкий пластичный алюминий и дюралевые сплавы употребляются в строительстве, аэрокосмической индустрии, машино-, судо- и автомобилестроении — в конструктивных элементах, турбинах, кузовных и корпусных деталях, трансмиссиях. Аргонная сварка алюминия применяется при производстве и ремонте, дозволяет получать незапятнанные швы и надежные сварные соединения при разной толщине сплава.

Сварочный инвертор Сварог PRO TIG 200 P DSP AC/DC (E201)
| Напряжение питающей сети, В | 220 |
| Малое напряжение питающей сети, В | 190 |
| Спектр регулирования сварочного тока ММА, А | 10 — 160 |
| Спектр регулирования сварочного тока TIG, А | 5 — 200 |
| Наибольший ток, А | 200 |
| Antistick | Есть |
| Hot Start | Есть |
| Режим Pulse | есть |
| Цифровой экран | есть |
| Режим сварки ММА | есть |
Оборудование и материалы для сварки алюминия аргонодуговым способом

Аргоновая сварка алюминия и его сплавов просит верно подобранных оборудования, принадлежностей и расходных материалов.
Базисный набор:
- инверторный аппарат для сварки TIG переменным/неизменным током;
- клемма заземления;
- сварочная горелка TIG с воздушным либо жидкостным остыванием;
- модуль остывания для горелки;
- газовые сопла, зажимные цанги для электродов, цангодержатели, колпачки горелок;
- вольфрамовые электроды;
- сварочные прутки на базе алюминия (с содержанием магния, марганца, кремния либо титана по мере необходимости);
- баллон с защитным газом (аргоном, аргоно-гелиевой консистенцией с необходимым соотношением компонент);
- газовый шланг и баллонный редуктор с манометром.
Сохранность обеспечивают средства персональной защиты — щитки, автоматические шлемы-маски, перчатки с бесшовным напальчником для наиболее легкого управления прутком. Для удобства работы могут употребляться дистанционные ручные и ножные регуляторы сварочного тока с режимом старт-стоп.
Достоинства технологии сварки TIG для алюминия
Сварка алюминия и дюралевых сплавов — сложная задачка. Это обосновано качествами и высочайшей хим активностью сплава.
На воздухе на поверхности заготовки мгновенно появляется защитная тугоплавкая и уплотненная оксидная пленка, которая затрудняет сварочный процесс. И если температура плавления алюминия — 660 0 С, то у его оксида она составляет уже 2044 0 С. Эта же оксидная пленка становится источником водорода — предпосылки образования пор в сварном соединении.
При использовании технологии сварки TIG аргон сводит к минимуму попадание кислорода в сварочную ванну, разрушается оксидная пленка на поверхности алюминия и понижается риск появления пористости.
Плюсы аргонодуговой сварки:
- минимум брызг;
- регулировка тока в согласовании с задачей и подача присадки строго в нужном количестве;
- размеренная сварочная дуга;
- сварка во всех положениях;
- формирование незапятнанного осторожного шва;
- равномерный глубочайший провар и надежные соединения.

Разработка сварки TIG удачно применяется в различных отраслях индустрии. Она всепригодна, обеспечивает хороший итог при соединении заготовок хоть какой толщины. Современные инверторы имеют набор функций, позволяющих решать производственные задачки резвее и лучше за счет убыстрения сварки и сокращения деформаций.
Чем варят алюминий и сплавы — неизменным либо переменным током
При сварке алюминия употребляют переменный ток. Это дозволяет удалять с заготовки плотную оксидную пленку, которая мешает надзирать сварочную ванну и подавать присадку, и гарантирует неплохой итог.
При применении неизменного тока оборотной полярности оксидный слой разрушается и удаляется, благодаря кинетической энергии положительных ионов. Это дозволяет сформировывать высококачественный шов, но приводит к перегреванию и разрушению электрода. При применении прямой полярности ионы не попадают на заготовку, большая часть сплава покрыта слоем оксида, но увеличивается стабильность дуги.
Сварка переменным током дает возможность употреблять и очистительный эффект, и достоинства размеренной дуги. А, означает, обеспечивает крепкое соединение.
Вариант сварки алюминия неизменным током оборотной полярности может применяться при использовании газовых консистенций с огромным содержанием гелия. Из-за высочайшей себестоимости таковой способ выбирают пореже, в главном при ремонте деталей из силумина для получения наилучшего провара.
Подготовка поверхности дюралевой заготовки
Подготовительная основательная чистка заготовки либо ремонтируемой детали в зоне грядущей сварки — неотклонимый шаг.
Перед работой необходимо:
- удалить с поверхности грязюка, остатки краски, смазку при помощи пригодного растворителя;
- очистить поверхность от окисей средством шлифовки, электролитической очистки и травления;
- обработать заготовку нейтрализующей и промывочной жидкостью при использовании электролитов и просушить.
Удаление оксидной пленки весьма принципиально. Кропотливая чистка понижает возможность порообразования и увеличивает свойство шва.
Рекомендуется смотреть и за состоянием сварочных прутков на базе алюминия. Присадочные материалы нужно хранить в сухом и чистом месте.
Как верно варить алюминий аргоном
Свойство сварки алюминия зависит не только лишь от модели и опции сварочного аппарата, горелки, практической и теоретической подготовки сварщика, да и от расходных материалов.

В работе употребляют вольфрамовые электроды с малыми выгоранием и деформациями конца, которые могут изготавливаться из незапятнанного сплава либо содержать окиси лантана, церия, смешанные оксиды. И, если добавки в сварочных прутках облагораживают характеристики шва — увеличивают крепкость, стойкость к растрескиванию, коррозии, то примеси в электродах влияют на свойства зажигания. Поперечник прутка подбирается с учетом задачки, толщины заготовки и поперечника электрода.
Индивидуальности сварочного процесса:
- Сварочный пруток постоянно находится впереди электрода в защитной зоне. Направление сварки — справа влево.
- Подача проволоки и движение электрода плавные, без поперечных колебаний. Интенсивные движения приводят к брызгам и деформированным соединениям.
- Расстояние меж заготовкой и электродом мало. Это дозволяет сфокусировать дугу и обеспечивает глубочайший провар.
- Электрод лучше выдерживать вертикально по отношению к поверхности сплава. Такое положение улучшает стабильность дуги и обеспечивает направленное внесение тепла.
- Скорость сварки максимальна вероятная для сварщика. Достигнуть высочайшей скорости и наилучшего провара помогает концентрированная дуга.
- Прикосновения электрода к сплаву не допускаются. Они стают предпосылкой вольфрамовых включений в шве, которые понижают его крепкость.
Сварка TIG производится в любом рабочем положении и обеспечивает надежность шва. Стоит принимать во внимание применяемый газ либо смесь. Аргон тяжелее воздуха, потому помогает получить высококачественный шов при горизонтальном положении. При сварке горизонтально на стенке, на потолке, формировании нисходящего либо восходящего шва можно использовать аргоно-гелиевую смесь. Но необходимо держать в голове, что мощность дуги при сварке с гелием выше.
Главные аспекты выбора аппарата для TIG-сварки
При выбирании сварочной техники необходимо отталкиваться от особенностей эксплуатации — характеристик доступной сети, планируемой длительности включения и размера работ, требований к мобильности и спектру регулировки тока.



























