Процесс литья алюминия в домашних критериях
Функцию литья алюминия можно провести в домашних критериях. Существует огромное количество различных методик, владеющих своими плюсами и минусами, потому время от времени сделать выбор быть может тяжело, конкретно в данной статье будет разобран вопросец: «Как совершить литье алюминия в домашних критериях?».
Увлекательный факт, что алюминий является самым пользующимся популярностью сплавом в мире. Он обширно употребляется для промышленных производств разных сфер жизни. Не обошел он стороной и разные домашние производства. Чем все-таки обоснован таковой большенный спрос? Маленькой вес и хорошие свойства, просто подается ковкости, является пластичным сплавом. Но невзирая на широкий диапазон методик обработки, этот вопросец время от времени делает трудности. К примеру, изготовка формы время от времени оказывается непосильной задачей.
Для начала следует вспомянуть некие характеристики алюминия. Он плавится при температуре 660 градусов, а его температура кипения – 2500 градусов. Основная изюминка, на которую стоит направить внимание – очень резвое окисление в случае контакта с воздухом. Зная характеристики алюминия можно заниматься его литьем даже дома, почти все люди без помощи других делают разные устройства, помогающие в этом деле. Но большее количество заморочек возникает конкретно на моменте производства формы для заливки.
Как отлить алюминий дома?
Разработка домашнего получения алюминия фактически схожа фабричным способам. Потому при отливе требуют употреблять заводские способы с маленькими поправками на масштабы производства и домашние критериях. Более всераспространенная разработка лить алюминия дома – внедрение форм.
Беря во внимание все вышеупомянутое, требуется подобрать нужное оборудование (печь для лома алюминия) и сконструировать форму для литья (как сделать будет рассмотрено позднее).
Сам процесс будет состоять из нескольких шагов:
- Очищение лома от грязищи, примесей и разных заполнителей, которые могут воздействовать на конечную чистоту сплава. На этом же шаге требуется измельчить алюминий до малого размера.
- Проводится процесс плавления с помощью заблаговременно подобранного метода. Полное расплавление сплава дозволяет убрать из массы сплава все ненадобные добавки. Также на этом шаге подбирается формовочная смесь.
- Крайним шагом станет добавление алюминия в приготовленную форму для плавления. Дальше, следует дождаться затвердевания массы и опосля этого можно освобождать сплав от формы.
На этом процесс литья будет завершен. В протяжении всей процедуры следует соблюдать правила сохранности при работе с раскаленным сплавом.
Подготовка материалов для литья
На первом шаге требуется приготовить дюралевый лом. Принципиально осознавать, что алюминий бывает различных видов, к примеру, если взять проволоку, то может попасться та, что весьма просто гнется, а можно избрать фактически не поддающуюся физическому действию.
Если вы собрались заниматься литьем алюминия, то выбор следует приостановить на той, что наиболее мягенькая, конкретно таковой материал содержит маленькое количество оксидов.
2-ой шаг заключается в подборе гипса. Конкретно из него делается форма, если работы идут на дому. Более удачная марка – гипсовая. Но стоимость такового продукта достаточно высока и отыскать его бывает тяжело, потому допускается внедрение белоснежного гипса.
Его покупка вероятна в любом магазине строй материалов. Но остерегайтесь такового материала, как алебастр. Он очень похож на гипс и конкретно его может порекомендовать торговец в качестве подмены, но, для наших целей его применение нереально.
На 3-ем шаге необходимо подобрать воск, конкретно он является наилучшим вариантом для литья деталей малого размера. Незапятнанный воск стоит достаточно недешево и его покупка вероятна только в огромных размерах, что не имеет никакого смысла, потому идеальнее всего получать обыденные свечки, непринципиально какого вида. Конкретно с помощью их и будет происходить производства пресс форм.
Крайнее, что нам пригодится это емкость для растапливания алюминия, изготовленная из чего-то крепкого, ведь ей предстоит выдержать нагревание до больших температур. Также недозволено обойтись без головного – источника температуры.
Для этого можно употреблять что угодно, хоть газовый горн, хоть самодельную печь, это непринципиально. Все, что нам требуется – достигнуть подходящей температуры.
Изготовка форм для литья
В домашнем производстве нерентабельно употреблять промышленные пресс-формы для литья алюминия. Процесс получится сложным и драгоценным, ну и сами приборы занимают весьма много места.
Для того чтоб алюминий принял подходящую форму, можно прибегнуть к использованию земли либо изготовлению формы без помощи других. Под первым вариантом предполагается, что юзер должен вырыть яму точно формы, в которую и будет выполняться заливка алюминия.
Но мы пойдем остальным методом и изготовим формы своими руками. Для этого можно употреблять пенопласт, из которого просто вырезается подходящая форма. Литье алюминия в пенопласт является неопасным и действенным.
Также можно употреблять гипс либо цемент, но внедрение второго метода нецелесообразно, потому что форма будет иметь лишь прямоугольный вид. С помощью гипса можно сделать всякую конфигурацию.
Самодельные печи
К печам, в каких будет расплавлен алюминий, не предъявляется фактически никаких требований, необходимо достигнуть температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огнь не обеспечивает таковой температуры, конкретно потому приходится создавать закрытое место, разогретое до таковой температуры.
Можно сделать печь из старенькых кастрюль. Делается это достаточно просто: необходимо взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (к примеру, с помощью шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма мало раскрывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на схожем уровне.
Хорошим вариантом будет внедрение газовой горелки.

Необходимо знать, что таковой метод может быть употреблять при отливке маленьких штучных изделий. Печь можно сконструировать с помощью 2-ух консервных банок, вставленных друг в друга. При таком использовании греется лишь нижняя емкость, а внешняя выступает в качестве оболочки, удерживающей тепло. Система быть может прикрыта крышкой для отвода товаров горения.
Ошибки при литье
Литье алюминия в гипсовые формы нередко сопровождается 3-мя главными ошибками, возникающие при неверном проведении работ.
- Перед созданием гипсовых форм необходимо убедиться в том, что вся влага улетучилась, в неприятном случае она пропадет под давлением и перевоплотится в пар, который остается на алюминии в виде пор.
- В случае малого нагрева формы, алюминий не сумеет стопроцентно ее заполнить и некие участки могут остаться пустыми.
- Всераспространенный метод закалки – опускание раскаленного сплава в воду. В случае с алюминием этого созодать недозволено, произойдет нарушение внутренней структуры сплава.
Зная эти ошибки, вы можете не повторять их и избежать противных казусов во время процедуры литья и производства пресс формы для литья алюминия.
Литье алюминия в домашних критериях
Литье алюминия в домашних критериях является хорошим хобби, которое поможет скоротать свободное время и может выручить в самый нежданный момент. Существует несколько методик подобного литья, огромное количество из которых применяется в промышленном производстве, но некие также подступают для домашнего внедрения.
Алюминий обрел огромную популярность у домашних умельцев. Это соединено с его эксплуатационными чертами, легким весом и простотой литья. При помощи литья можно просто и стремительно сделать разные детали, нужные для бытовых нужд.

Более всераспространенными методами являются: литье под давлением и литье при помощи форм. 1-ый метод просит особенного оборудования, потому наиболее пользующимся популярностью является 2-ой. Это весьма обычная разработка, которую можно использовать в домашних критериях.
Свойства алюминия
Алюминий – серебристо-серый сплав, отличающейся пластичностью и легкостью, весьма отлично поддается штамповке и хорошо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Этот сплав различается высочайшей степенью проводимости тепла. Ему типично активное взаимодействие с кислородом, из-за чего же на поверхности алюминия появляется оксидная пленка. Она различается цветом и физическими чертами, защищает сплав от полного окисления под действием брутальной наружной среды. Имеет высшую температуру плавления, превосходящую температуру алюминия, что влияет на конечный итог.
Этот сплав имеет свойство конфигурации структуры опосля плавки. Резкое его остывания не лучше, потому что оно может привести к усадке приобретенного изделия. Это свойство стоит учесть про домашнем литье изделий из алюминия.
Разработка
Разработка литья деталей из алюминия в домашних критериях достаточно ординарна, но просит кропотливого выполнения требований и огромного внимания к деталям. Более обычная разработка заключается в заливке расплавленного алюминия в приготовленные формы. При всем этом нужно иметь малый набор нужного оборудования.
Главной задачей является расплавление воска либо парафина снутри формы с подменой пустот алюминием, опосля чего же остывшую деталь можно просто достать. 1-ое, что необходимо сделать – это приготовить опалубку, в качестве которой можно взять всякую картонную коробку, к примеру, из-под обуви, либо сделать ее из фанеры. В нее заливается парафин либо воск.

Парафиновая форма для литья
При работе с парафином следует учесть некие индивидуальности:
- Залитый в форму парафин весьма стремительно остывает, потому не следует ускорять этот процесс. Деталь обязана остыть без помощи других, это дозволит сохранить однородную структуру. Для полного остывания необходимо подождать около суток, опосля чего же можно перейти к его обработке.
- Парафин может очень просесть в центре заготовки, потому необходимо учесть данный факт при оценке нужных габаритов заготовки.
Вырезать правильную форму из заготовки – весьма тяжелая задачка. Потому человек, не имеющий подабающего опыта, не сумеет совладать с ней.
Чтоб не тратить время зря, рекомендуется изготавливать сходу несколько заготовок, чтоб в случае беды можно было стремительно залить новейшую форму.
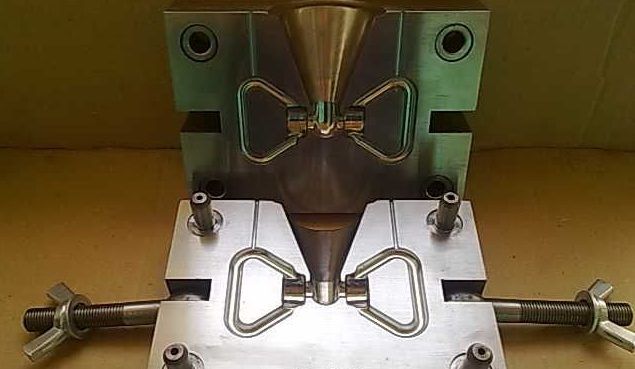
Форму для заливки алюминия следует сделать из оргстекла, который крепко скрепляется при помощи герметика. Опосля этого на деньке приготовленного «аквариума» размещается заготовка, которую необходимо закрепить, чтоб она не сместилась в процессе заливки гипсом. Сделать это можно при помощи пластилина.
Потом следует приготовить гипсовую смесь, которая приготавливается с добавлением тонкодисперсного песка (в соотношении один к одному). Это весьма принципиально, потому что незапятнанный гипс содержит много воды, которая испаряется при отливке детали и влияет на свойство готового изделия.
Смесь обязана быть однородной, густота обязана припоминать сметану. Принципиально, чтоб смесь стопроцентно покрывала парафиновую заготовку.
Стоит держать в голове, что гипс весьма стремительно застывает, потому делать работы необходимо в резвом темпе. Стопроцентно залив форму, ее стоит встряхнуть, чтоб избавиться от пузырьков воздуха.
Опосля застывания гипса форму из оргстекла нужно снять. Потом следует удаление парафина. Это можно сделать, положив форму ввысь ногами на жаркий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что дозволит наиболее кропотливо избавиться от парафина. Опосля этого гипсовую форму необходимо высушить.
Существует несколько методов расплавления алюминия, но разработка литья в домашних критериях предугадывает самостоятельное производства тигельной печи либо внедрение муфельной. Тигельная печь делается лишь из огнеупорного кирпича.

Плавка алюминия в домашних критериях
Опосля расплавления сплава можно начинать процесс литья алюминия. При помощи ложки из нержавеющей стали следует снять окисную пленку. Плавление сплава можно испытать произвести при помощи газовой горелки, которой будет довольно при маленьком объеме.
Опосля застывания форма извлекается из гипса, очищается и полируется.
Разработка может видоизменятся зависимо от требований к готовому изделию и имеющихся инструментов. Способом проб и ошибок можно достигнуть хорошей технологии.
Подготовка деталей
Домашнее литье просит особенной подготовки, также наличия определенных инструментов, посреди которых необходимо выделить:
- Лом алюминия. В качестве лома можно употреблять огромное количество изделий, в том числе проволоку. Но следует выбирать наиболее мягенькую, потому что она содержит наименьшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних критериях идеальнее всего изготавливать из скульптурного гипса. Но стоимость его достаточно высока, потому полностью подойдет обыденный белоснежный гипс. Его просто отыскать в любом строительном магазине. Основное, не перепутать его с алебастром, который похож на белоснежный гипс, но категорически не подступает для литья.
- Воск либо парафин. Воск является хорошим вариантом, но парафин дешевле и его проще отыскать. Можно употреблять обыденные свечки, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно употреблять обыденную жестяную посуду, а вот для плавления алюминия рекомендуется использовать тару из нержавейки либо чугуна.
- Источник высочайшей температуры. Употреблять можно как спец муфельные либо тигельные печи, так и обыденные газовые горелки. Выбор источника нагрева индивидуален, зависит от размера требуемого расплавленного сплава.

Самодельный горн для плавки
Главные ошибки при литье алюминия
Почти все новенькие при изготовлении дюралевых отливок совершают очевидные ошибки, потому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базисные ошибки:
- Следует кропотливо изготавливать гипсовую форму. Весьма принципиально, чтоб из нее стопроцентно улетучилась вся влага. Если этого не произойдет, то во время заливки сплава влага улетучится, оставив поры и пустоты. Это существенно влияет на свойство готового изделия.
- Недостающий нагрев сплава может привести к нехороший заполняемости формы, из-за чего же могут остаться незаполненные пустоты.
- Не надо добавочно остужать сплав, процесс остывания должен происходить естественным методом.
Предупредив возникновение вышеуказанных ошибок, можно получить высококачественный итог.
Литье в песок ХТС
Алюминиевое литье — процесс получения дюралевых изделий методом заливки (литья) расплавленного сплава в специальную форму. Таковая форма получила заглавие «литейной формы». Рабочая часть литейной формы представляет собой полость, в какой водянистый сплав охлаждается и затвердевает, получая вид конечного изделия. Алюминий владеет принципиальным для литья свойством — жидкотекучестью, другими словами способностью принять конфигурацию литейной формы. Жидкотекучесть зависит от параметров сплава: хим состава и структуры. Понятно, что неплохими литейными качествами владеет не незапятнанный сплав, а его сплавы.
Понятно огромное количество видов литья дюралевых сплавов, более обширное применение получили:
- литье в землю;
- литье в формы ХТС (литье в песок);
- литье в вольную железную форму (кокиль);
- литье под давлением;
- центробежное литье.
Литье в формы ХТС (формы на базе холодно твердеющей консистенции) — относительно обычной и технологичный метод производства отливок. Он дозволяет изготавливать отливки со сложной плоскостью разъема формы и поднутрениями на поверхности. Поверхность выходит с неплохим качеством, фактически не просит предстоящей обработки. Высочайшая точность дозволяет давать малые припуски на механическую обработку, а почти все поверхности получать сходу без обработки.
Литье в землю и литье ХТС
Наиблежайшая кандидатура литья в песочные формы — литье алюминия в землю с весьма низкой ценой за килограмм отливки. Почти все фабрики удачно используют эту технологию. Она подступает для грубых заготовок, которые потом стопроцентно обрабатываются (либо когда свойство не имеет значения). Обработка при литье в землю стоит недешево: припуски даются не наименее 5мм (бывает до 40мм), обрабатываются фактически все поверхности детали. Внедренная в сплав смесь портит инструмент, в процессе обработки нередко вскрываются поры и раковины. Время от времени наполовину обработанную деталь приходится заваривать прямо на станке либо отправлять в брак из-за вскрывшихся изъянов.
Литье в формы на базе ХТС дозволяет получать четкие и высококачественные поверхности. Часть поверхностей можно оставлять без обработки (если точности ЛТ4 и шероховатости от Rz80 довольно). Там, где обработка нужна, припуски могут достигать 1-3 мм. Чем меньше в отливке «лишнего» сплава, тем наиболее технологичной она оказывается. Наиболее легкая и узкая отливка выходит плотнее, потому возможность вскрытия раковин и пор в процессе обработки ниже на порядок. Наименьшая масса отливки дозволяет устанавливать стоимость отливки близкой к цены литья в землю, хотя стоимость за килограмм литья будет разной.
Итоговая стоимость литой детали оказывается сравнима невзирая на то, что стоимость за кг при литье в формы ХТС выше, чем при литье в землю. А если учитывать существенное понижение количества брака, сокращение часов на обработку детали и повышение ресурса инструмента, для почти всех литых деталей этот вид литья оказывается прибыльнее.

Достоинства литья в формы ХТС перед литьем в землю:
- Отсутствие наплывов и отклонений от линейных размеров;
- Чистовые поверхности получаются без обработки (гидродинамические, рабочие поверхности пресс-форм, лопасти и т.д.);
- Высочайшая точность форм и стержней;
- Возможность сделать любые, даже самые тонкие, детали дизайна изделия;
- Понижение количества разных изъянов, в том числе газовых раковин, уменьшение угрозы размыва и обрушения форм;
- Масса отливки ниже за счет наименьших припусков и наилучшего свойства поверхности.
Оснастка для литья ХТС
Для литья в формы ХТС применяется опочная литейная оснастка из МДФ, модельных пластиков либо композитных материалов. Для больших серий употребляется оснастка из алюминия либо остальных металлов. Модельная оснастка повторяет форму отливки с учетом литейной усадки. Ее изготовка на станках с ЧПУ и подбор технологии формовки разрешают получать криволинейные поверхности, не требующие доборной обработки. В итоге получаются отливки с классом точности ЛТ3-ЛТ4, что соответствует погрешности в 0,2-0,5 мм. Опосля пропитки упрочняющим составом модельная оснастка выдерживает несколько тыщ съемов. Обыкновенные формы состоят из 2-ух полуформ. Для дизайна внутренних полостей делаются стержневые ящики.

Проектирование отливок и модельной оснастки обязано производиться опытнейшеми инженерами. Высококачественная оснастка дозволяет избежать почти всех заморочек в литье — начиная от пор и раковин, и заканчивая смещениями и иными недостатками формы.
Мы даем малые припуски на механообработку, тем снижая общий вес отливки. Для маленьких деталей мы используем многоместную оснастку, это дозволяет значительно уменьшить сроки и стоимость выпуска партии. При серийном выпуске мы изготавливаем доп комплекты тиражной оснастки, чтоб очень стремительно и отлично поставлять отливки.
Индивидуальности литья ХТС
Литье в формы ХТС подразумевает внедрение песочных форм. Кварцевый песок просеивается и прокаливается при температуре 1000С, что обеспечивает отсутствие сторонних включений и воды.
Перед формовкой оснастка покрывается разделительным составом. Он обеспечивает легкое отделение оснастки от ХТС с сохранением формы детали. Все составляющие, входящие в состав формовочной консистенции, перемешиваются в смесителе, потом смесь засыпается в опоки. В верхней полуформе инсталлируются прибыли и стояк для заливки сплава. Смесь в опоках уплотняется на вибростоле.

Через некое время форму извлекают из опоки. Поверхность песка описывает форму отливки. Половинки форм собираются вкупе. Опосля сборки форма готова к заливке.
Как правило, заливается сходу несколько форм с одной плавки сплава. Залитую форму выдерживают до того времени, пока не закончится процесс кристаллизации сплава. Потом форму вскрывают и выбивают готовую дюралевую отливку.
Как плавить алюминий в домашних критериях в различные формы
Алюминий – сплав, который обширно употребляется в индустрии и быту.
Из него создают не только лишь детали самолетов и кораблей, да и посуду, и остальные предметы утвари. Потому часто возникает потребность в самостоятельном изготовлении дюралевых деталей, вышедших из строя.
Создавать из него литые изделия в кустарных критериях дозволяет свойство алюминия расплавляться при относительно низких температурах. Для того чтоб без помощи других изготавливать литые изделия из алюминия, необходимо знать поведение этого сплава при больших температурах и его физико-химические характеристики.
Свойства алюминия
Температура плавления алюминия зависит от степени чистоты сплава и составляет примерно 660 °C. Его точка кипения – 2500 °C.

Алюминий различается собственной легкостью и пластичностью, потому отлично гнется и поддается обработке штамповкой.
Этот сплав является хорошим проводником тепла и интенсивно вступает в хим реакцию при больших температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от предстоящего окисления, но при расплавлении лома значительно отражается на составе сплава. В процессе плавки сплава структура алюминия изменяется.
При его резком охлаждении могут появиться внутренние напряжения и усадка приобретенного сплава. Это нужно учесть при работе с алюминием в домашних критериях.
Технологии домашнего литья алюминия и нужное оборудование
Принцип литья алюминия в домашних критериях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно употреблять дома.
Дюралевые изделия методом литья получают несколькими методами. В бытовых критериях более всераспространенным и комфортным методом является разработка литья дюралевого расплава в специально сделанные формы.

Потому для проведения процесса нужно обеспечить две вещи:
- сконструировать печь для расплавления дюралевого лома;
- сделать подходящую форму для получения литого сплава либо отдельной детали.
Процесс литья должен включать несколько шагов:
- Подготовка дюралевого лома, включающая чистку от грязищи, примесей и различных заполнителей, также его измельчение до маленького размера.
- Проведение процесса плавки запланированным методом. При полном расплавлении сплава с его поверхности необходимо удалить шлаковые образования.
- Наполнение приготовленной формы водянистым дюралевым расплавом. Опосля отвердевания слиток освобождается от формовочной массы.
Разглядим, как плавить алюминий в домашних критериях, какие конструкции печей для расплавления сплава можно употреблять, также варианты самостоятельного производства формы.
Самодельные печи и методы расплавления алюминия
Для того чтоб расплавить алюминий, необходимо разогреть его до температуры, близкой к 660 °C. На открытом пламени костра таковой температуры нереально достигнуть. Потому нужно закрытое место, которое может обеспечить самодельная печь. Нагревать ее можно при помощи сжигания угля и дров либо использования природного газа.
Можно также употреблять электронную муфельную печь, если она есть в хозяйстве.
При без помощи других сделанной печи необходимо обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый обычной вариант самодельного очага можно сделать из старенькых кастрюль.

Его система производится последующим образом:
- В качестве каркаса употребляют железную емкость, к примеру, старенькую кастрюлю, сбоку которой необходимо сделать отверстие для подачи воздуха через подведенный железный патрубок.
- Воздух через шланг принудительно может подаваться при помощи пылесоса.
- Вовнутрь устройства проводится закладка каменного угля.
- Потом уголь поджигают и подают воздух, чтоб огнь не погас.
- Емкость для расплавления алюминия за ранее ставят снутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтоб тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив маленькую щель для выхода дыма.

Безупречной конструкцией может служить топливник, имеющий овальный свод, выполненный из кладочной консистенции, используемой для жаропрочного кирпича. В качестве каркаса для сотворения овального свода можно употреблять цветочный горшок подходящего размера.

Опосля высыхания консистенции выходит доброкачественный топливник, который может выдержать несколько плавок.
2. 2-ой вариант печи предполагает внедрение для нагрева алюминия пламени бытовой газовой горелки.
Его можно использовать лишь для штучных изделий из алюминия весом не наиболее 150 гр. Имитация печи создается при помощи использования 2-ух емкостей, вставленных друг в друга с маленьким зазором. Это могут быть простые жестяные банки из-под консервов.

Наружная банка обязана иметь больший размер. В ней проделывается отверстие, поперечником около 4 см, чтоб обеспечить подвод пламени к внутренней банке.

Струя пламени обязана поступать направленно в отверстие банки. Нагревается конкретно лишь внутренняя емкость, а внешняя служит оболочкой, удерживающей тепло. Сверху систему необходимо прикрыть имитированной крышкой, оставив зазор для отвода товаров сгорания.
Таковая система является разовой и можно употреблять лишь для одной плавки, т. к. жесть узкая и может стремительно прогореть.
Методы сотворения формы для литья алюминия
Одной из главных задач домашнего плавления алюминия является подготовка формы, в которую соединяется расплавленный сплав. Есть различные варианты заливки дюралевого расплава. Главными являются открытый и закрытый метод литья.
Открытый метод литья
Самый обычной – это слив водянистого сплава в подручную форму, к примеру железную кружку либо банку из-под консервов.

Опосля застывания сплава болванку из емкости достают. Чтоб облегчить этот процесс, создают простукивание по неостывшей до конца форме.
Если не требуется придавать литью точной формы, можно просто слить водянистый расплав на приготовленную устойчивую к горению поверхность.
Закрытая форма
По мере необходимости получения сложной отливки поначалу изготавливают для нее форму, подобающую всем характеристикам детали. Чтоб обеспечить точное соответствие изделия данным характеристикам, ее изготавливают из составных формовочных частей.

Материалы для литых форм
При открытом методе заливки нередко употребляется самый обычной материал, который постоянно под рукою, это – кремнезем. Поначалу земля укладывается с послойной трамбовкой. Меж слоями закладывают макет отливки, который опосля кропотливой трамбовки оставляет отпечаток в кремнеземе. Эту форму осторожно вынимают и заливают заместо нее алюминий.
Некие мастера употребляют при изготовлении базы формы речной песок с добавлением водянистого стекла. Также время от времени применяется смесь цемента с тормозной жидкостью.
Гипсовые формы
При изготовлении макета сложной формы нередко употребляют гипс, который в главном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов употребляют парафин либо пенопласт.
Восковой макет изделия заливается гипсом и опосля его сушки при высочайшей температуре расплавляется и соединяется через особое отверстие.
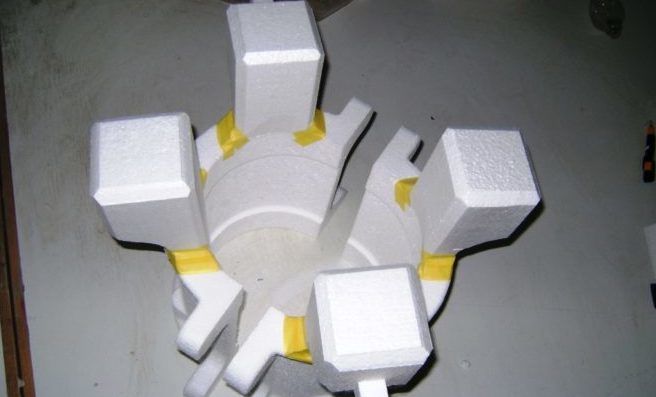
В случае производства макета из пенопласта его заливают гипсовой консистенцией и оставляют в ней до полного отвердевания формы. Жаркий дюралевый расплав заливают прямо на пенопласт. Благодаря высочайшей температуре сплава происходит расплавление и испарение пенопласта, а его пространство занимает дюралевый расплав, принимая заданную пенопластом форму.
При использовании пенопласта в качестве макета работы нужно проводить в открытом пространстве либо обеспечить не плохое проветривание помещения, т. к. продукты горения пенопласта вредоносны для человека.
Обычные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать обычных ошибок. Невзирая на то, что гипсовые формы являются комфортным методом отливки подходящих конфигураций деталей, этот материал весьма чувствителен к влаге. При обыкновенной сушке на воздухе она остается в составе гипса. Это вредит качеству дюралевой отливки, т. к. может спровоцировать образование маленьких раковин и пузырьков. Потому сушить гипсовые формы необходимо несколько суток.
- Сплав перед заливкой должен быть довольно жарким, чтоб успеть заполнить всю форму, до этого чем начать отвердевать. Потому опосля заслуги температуры расплавления с учетом резвого остывания алюминия не нужно затягивать с его разливкой в форму.
- Не рекомендуется обмакивать полученную отливку в прохладную воду для убыстрения процесса отвердевания. Это может нарушить внутреннюю структуру сплава и приведет к трещинкам.



























