Пайка алюминия газовой горелкой
Потребность в спаивании разных деталей возникает как в домашних, так и в промышленных критериях, потому что данный процесс можно отнести к маленькому ремонту, хотя часто приходится сталкиваться и с наиболее масштабными процедурами. Дело в том, что разные виды и методы сварки сплава не постоянно могут предоставить итог достойного свойства, также не постоянно являются пригодными. Потому, пайка алюминия газовой горелкой является полностью нужным способом, который все таки имеет ряд собственных особенностей, которые придется освоить новеньким. Дело в том, что спаиваемость этого сплава не так хороша, как у остальных разновидностей, но пайка становится наиболее предпочтительной, потому что при сильном нагревании сплав меняет структуру и сварка портит его характеристики, потому не постоянно можно употреблять сварку. Для поддержания свойства следует употреблять все имеющиеся доп средства, которые предоставляет инфраструктура, разработанная за длительное время.

При работе с алюминием появляются трудности в борьбе с оксидной пленкой, которой сплав покрывается за относительно маленькой просвет времени, так что может показаться даже опосля подготовительной обработки. Пайка горелкой приметно различается от пайки паяльничком и считается наиболее комфортным действием, потому что здесь можно регулировать температуру и мастер получает больше способностей для пикантной обработки поверхности, при этом как узкого, так и толстого сплава. Часто в это время употребляются доп флюсы и разные средства обработки. Пайка алюминия в домашних критериях газовой горелкой упрощает предварительное прогревание сплава и расплавку доп расходных материалов.

Пайка алюминия своими руками
Естественно, что для получения высококачественного соединения требуется опыт работы, потому что алюминий относится к легкоплавким сплавам, а соответственно, его припои имеют высшую растекаемость. При неверном подходе материал просто разольется по поверхности, так и не заполнив шов соединения, не говоря уже о заделке дыр, где требуется истинное мастерство. Тут же весьма принципиальным моментом является подбор присадочного материала, потому что для всякого вида пайки он требуется собственный припой. Из алюминия может создаваться как корпус механизма либо какой-нибудь толстой герметичной емкости, так и простые провода. Пайка дюралевых проводов с помощью горелки проходит наиболее просто за счет комфортного регулирования температуры пламени и его интенсивности.
Достоинства
- Пайка алюминия горелкой является всепригодной, в отличие от внедрения паяльничка, и может употребляться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что описывает температуру нагрева, тогда как при работе с паяльничком нужно иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность сплава, расплавлять припой и флюс;
- Скорость работы медлительнее, так что возникает возможность созодать все наиболее отменно и тихо;
- Итоговые результаты оказываются наиболее высококачественными, чем при использовании паяльничка;
- Инструмент фактически сходу готов к использованию и не надо длительно ожидать пока он остынет опосля работы.
Недочеты
- Подготовка к работе занимает наиболее долгий отрезок времени;
- Себестоимость процесса спаивания становится наиболее высочайшей;
- Работа становится наименее неопасной, потому что емкость, в какой находится газ, может подорваться, если на нее будет повлиять открытый источник огня, либо же шланги могут пропускать газ, что также нанесет ущерб организму;
- Оборудование для работы является наиболее дорогостоящим.
Материалы и инструмент
- Главным инвентарем является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет сплав припоя и действует, как основная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая быть может представлена маленьким баллоном. Тут находится расходный горючий материал, который должен быть накрепко изолирован от наружного действия.
- Шланг для соединения горелки и баллона. Его самого, также соединения, следует постоянно инспектировать на целостность перед внедрением.
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного сплава.
- Флюс для улучшения параметров спаивания. Он в большей степени употребляется для толстых заготовок, но также употребляется и для пайки разных видов сплава, таковых как пайка алюминия со сталью газовой горелкой, либо особо сложных случаев.
«Принципиально!
Температура плавления проволоки постоянно обязана быть ниже температуры плавления основного сплава.»
Пошаговая {инструкция}
- Для начала проводится подготовка поверхности сплава, для чего же осуществляется подготовительная зачистка поверхности детали маленькой железной щеткой либо наждачкой. Также нужна обработка растворителем, который поможет устранить налеты жира и масла, убрать оксидную пленку и остальные нехорошие эффекты.
- Потом нужно обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет сделать лучше характеристики спаивания, текучесть и смачиваемость материала.
- Опосля необходимо прогреть заготовку с помощью горелки, чтоб припой сумел лучше расплавиться и разлиться по поверхности.
- Опосля этого уже можно приступать к спаиванию, поднеся припой либо присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтоб он разлился по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько шагов.
- В конце, когда расходный материал заполнит все трещинкы и выемки, образуя ровненькую поверхность, необходимо отдать остыть и проверить свойство соединения.

Пайка алюминия горелкой
«Принципиально!
Если толщина детали наиболее 4 мм, то следует заняться разделкой кромок, потому что алюминий по другому не пропаяется.»
Режимы пайки горелкой
Толщина заготовки, мм
Техника сохранности
Перед каждым внедрением газовой техники необходимо инспектировать целостность и исправность работы газового баллона, шлангов и иных. Баллоны необходимо держать очень далековато от открытого пламени. Поблизости рабочего места не обязано быть никаких просто воспламеняемых предметов, также горючих вещей.
Пайка алюминия в домашних критериях
Пайка алюминия в домашних критериях можно считать сложным занятием. Но при правильном подходе и соблюдении соответственной технологии, выполнить ее полностью реально даже неопытному мастеру.

Задачи нередко появляются при использовании неподходящего флюса, к примеру, для пайки стали либо меди. Весьма принципиально употреблять особый вещество для пайки алюминия, также пригодный припой. В случае их внедрения, пайка алюминия не вызовет особенных проблем.
Индивидуальности пайки алюминия
Пайка алюминия в домашних критериях может сопровождаться некими трудностями, которые соединены с особенными чертами этого сплава. А именно с тем, что поверхность дюралевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высочайшей температуры плавления, превосходящей характеристики незапятнанного алюминия. Также оксидная пленка устойчива к действию брутальной среды и активным хим субстанциям. Из-за этого пленка препятствует соединению дюралевых деталей и припоя.
Чтобы избежать схожих проблем, стоит очищать поверхность изделий от пленки, что можно создать при помощи абразивных материалов либо внедрения флюса. Флюс состоит из сильнодействующих веществ, которые способны повредить оксид.
Температура плавления алюминия, в отличие от оксида, намного ниже, приблизительно 660 градусов, что нередко становится предпосылкой осложнений. При перегреве алюминий может существенно утратить в прочности, деформироваться либо стопроцентно стать непригодным.

Температура плавления алюминия и его окисной пленки
Следует избегать использования припоев, которые имеют в составе такие составляющие. Они плохо соединяются с алюминием, что становиться предпосылкой сотворения плохого соединения.
Идеальнее всего с алюминием ведет взаимодействие цинк, который владеет неплохим свойством растворимости.
Способы пайки в домашних критериях
Существует несколько методов пайки, более пользующимися популярностью являются способы с внедрением паяльничка и пайка алюминия газовой горелкой. Можно выделить три метода пайки деталей:
- Пайка с канифолью применяется для соединения маленьких дюралевых деталей, проводов и кабелей. Для этого необходимо зачистить рабочую область и покрыть канифолью. Потом придавить нагретым паяльничком пару раз. Для этих целей необходимо употреблять канифольный раствор в диэтиловом эфире.

Процесс пайки алюминия
Пайка производится без отрывания от рабочей области с следующим добавлением канифоли. Рекомендуется употреблять паяльничек с мощностью 50 Вт. Если толщина деталей и проволоки превосходит 1 мм, следует прирастить мощность до 100 Вт, а наиболее толстые предметы лучше заранее прогревать.
Данный метод более обширно применяется в электротехнических работах и пайке авто деталей. Перед выполнением работ детали необходимо залужить. Это дозволяет соединять детали с иными сплавами и сплавами. В этом случае происходит пайка алюминия оловом либо припоем с содержанием цинка и кадмия. Это дозволяет делать соединения при температуре 400 градусов, что не влияет на физические характеристики алюминия.
- Припой нужен при использовании фактически всех способов пайки, будь то внедрение паяльничка либо горелки.
- Химический способ предугадывает создание гальванического покрытия, которое производится при помощи специальной установки либо ручным методом. Для этого необходимо на зачищенную поверхность нанести раствор медного купороса. Опосля данной для нас процедуры на детали действуют отрицательным электронным полюсом.
Материалы и инструменты
Для выполнения пайки алюминия следует иметь разные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.

Нужные материалы и инструменты
Более нередко в качестве нагревательного инструмента употребляют электропаяльник. Его можно считать всепригодным инвентарем, который просто употреблять в домашних критериях. Но с его помощью можно проводить ремонт предметов лишь маленьких размеров, обычно трубок маленького поперечника, проволоки и кабелей, также маленьких электроприборов. Его можно употреблять в дома в проветриваемом помещении, так ка он не просит особенных критерий и много места.
Огромные предметы следует паять при помощи газовой горелки, работающий на аргоне, пропане либо бутане. В домашних критериях можно также употреблять паяльную лампу.
При использовании горелок стоит строго надзирать подачу пламени, которое обязано характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя обязано быть ярко-синим. Любые конфигурации цвета могут свидетельствовать о лишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем весьма сложное занятие. Потому выбор припоя важен для сотворения высококачественного шва и крепкого соединения. При использовании обыденного паяльничка необходимо подбирать припой из сплава, имеющего низкую температуру плавления. Более всераспространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды весьма нередко именуют радиолюбительскими. Они имеют низкую температуру плавления, что весьма принципиально для сохранения алюминия в начальном состоянии без конфигурации структуры и физических параметров. Стоимость таковых припоев низкая, потому их приобретение становиться легкодоступным для домашних мастеров.

Припои для алюминия
Но их внедрение имеет ряд минусов и ограниченную сферу внедрения. Так, соединение предметов при помощи таковых припоем не различается высочайшей прочностью и надежностью. Потому они используются фактически только при ремонте электрооборудования, в том числе соединения проводов и кабелей.
При ремонте крупногабаритным дюралевых предметов при помощи таковых припоев соединение стремительно растеряет крепкость и разрушиться. В таковых вариантах лучше употреблять тугоплавкий припой, в состав которого заходит цинк и олово.
Но для сотворения крепких соединений следует использовать тугоплавкие припои, имеющие в составе алюминий, медь и кремний. Благодаря наличию алюминия в составе, припой отлично растворяется в структуре ремонтированного предмета.
Употреблять такового припоя при работе с паяльничком нереально, потому что их температура плавления составляет порядка 600 градусов. Потому для работы с ними необходимо иметь газовую горелку.
Необходимо подчеркнуть, что при пайке при помощи газовой горелки сплав заготовки не расплавляется, произйдет плавление лишь припоя.
Флюсы для пайки алюминия
При пайке алюминия необходимо употреблять особые флюсы, потому что не любой флюс активен по отношению к алюминию. Более пригодными числятся вещества на базе фторборатора аммония и триэтаноламина. Большая часть особых флюсов помечены специальной маркировкой, которая показывает на возможность их внедрения при пайке алюминия.

Флюсы для пайки алюминия
В случае необходимости работы при больших температурах следует направить внимание на консистенции, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Схожий состав дозволяет сделать более рациональные условия при высокотемпературных работах.
Пошаговая {инструкция}
Разработка пайки зависит от метода выполнения работ. Но предварительный шаг фактически схож во всех вариантах. Начинать работу следует со последующих операций:
- обезжиривание поверхности заготовки при помощи растворителя, к примеру, бензина либо ацетона;
- зачистка оксидной пленки, которую можно выполнить при помощи железной щетки, наждачной бумаги либо другого абразивного материала.
Потом следует подогреть пространство паяльных работ. Зависимо от размеров предмета можно создать это при помощи паяльничка либо горелки. При всем этом следует соблюдать несколько советов:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия. Контроль нагрева можно проводить при помощи припоя, если он при касании к заготовке начинает расплавляться, то это означает, что температура нагрева оптимальна и следующий нагрев стоит закончить.
- Не надо употреблять доп насыщение кислородом, что может привести к хим реакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить зависимо от типа нагревательного предмета. При использовании газовой горелки необходимо приложить припой с флюсом к рабочей поверхности с следующим его нагревом.
Весьма принципиально стопроцентно расплавить припой, но не перегреть заготовку. С паяльничком создать это проще, но выполнить большенный размер работ в таком случае проблемно.
Средством контроля скорости движения припоя и температуры действия можно создавать шов, хотимый толщины и структуры. Для увеличения свойства работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Пруток для пайки алюминия в домашних критериях
Всем привет! Почти все знают, что алюминий паяют в главном в аргоновой среде особым сварочным аппаратом, но еще есть вариант для работы с газовой горелкой, да даже турбозажигалкой в маленьких масштабах можно воспользоваться.
Совершенно это не 1-ое мое знакомство с данной проволокой, но опыт покупок не весьма неплохой, так что поделюсь не только лишь результатом тестирования, да и испытанными местами для покупки, чтоб не получить эталон №2, но начнем по порядку.
Содержание
Свойства
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Крепкость на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и наружный вид
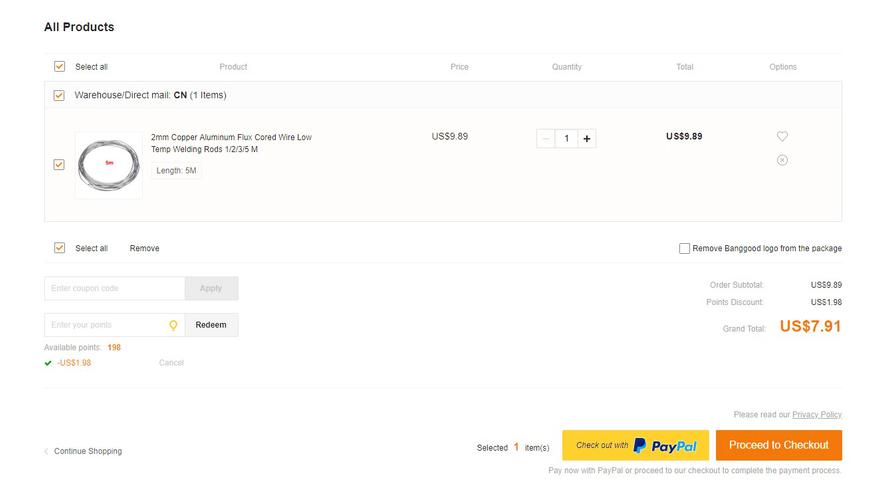
Крайним и самым прибыльным приобретением был эталон №3 из banggood.
Пришел в маленьком сероватом пакете
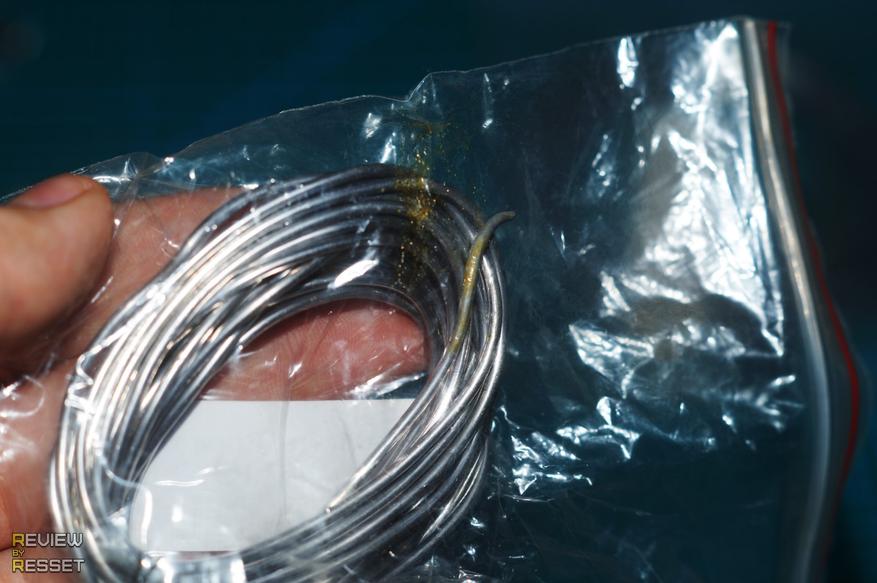
Пруток добавочно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, другими словами $1.6 за метр — перейти в магазин
В центре виден белоснежный порошковый флюс, пруток в меру твердый, смотрится как алюминий без окисления

Сопоставление
Первым был куплен последний левый эталон №1 в али. Он полностью схож по свойствам с прототипом №3, но 3 метра обошлись мне в $12, другими словами $4 за метр, что практически в три раза дороже. проверить текущую стоимость
В центре эталон №2. Он стоит $5 за 3 метра либо $1.7 за метр, как и эталон №3

Но как берешь пакет в руку, понимаешь, что это ПОС с не весьма густым флюсом снутри.
Еще два эталона по $8 за 3 метра так и не были доставлены, возможно их даже не выслали.
Тестирование
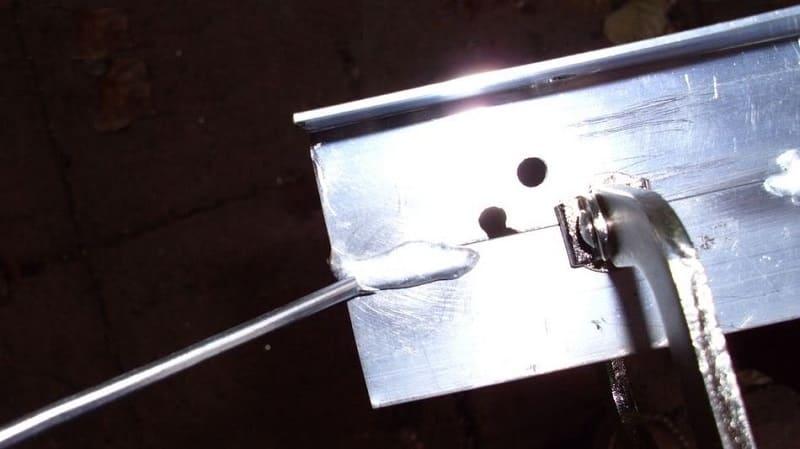
Алюминий с течением времени покрывается оксидной пленкой, из-за которой поверхность становится матовой, итак вот, перед спаиванием поверхности непременно необходимо зачищать до блеска, по другому припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Эталон №1
Совершенно верно подогреть деталь до температуры около 400 градусов, а потом просто водить прутком, который будет расплавляться и заполнять собой щели, но у меня не достаточно опыта, потому чтоб не перегреть поверхность, я временами вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом указывает неплохой итог — разрыв происходит не по шву
Эталон №2. Плавится весьма отлично, выделяет много дыма, разит подгоревшим «аспирином». К алюминию липнет, но если перегреть, достаточно стремительно выгорает.
Работать неловко из-за вони и необходимости надзирать температуру.
Эталон №3. Решил спаять трубки наружными стенами
Пробуем порвать шов. Опосля того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и увидел это лишь на стадии сотворения гифок
Но есть фото результата на котором видно, что шов не пострадал.

Ну и в итоге срастим дюралевую трубку с кусочком «дюральки»
Тест на разрыв так же прошел удачно
Итоги
Занимательная проволока — алюминий паяет непревзойденно, заполняя собой даже маленькие щели, основное чтоб соединения не были загрязнены. К меди тоже липнет отлично, но бывалые люди молвят, что для работы с ней лучше употреблять остальные сплавы, хотя для критического полевого ремонта полностью сгодится и этот пруток.
Температура плавления алюминия около 660ºС, чудилось бы, можно употреблять прутки и на 450-500 градусов, но можно столкнуться с 2-мя неуввязками:
1. Громоздкую деталь до 500 градусов необходимо еще кое-чем прогреть
2. Можно перегреть пространство пайки и попортить деталь
Самым хорошим мне показался эталон №3. Соответствует заявленным чертам и стоит дешевле других минимум в два раза. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Методы пайки дюралевых проводов
Невзирая на то, что в современном строительстве при производстве электротехнических работ дюралевые кабели все почаще вытесняются медными, алюминий остается неподменным материалом при изготовлении проводов и кабелей огромного сечения.
Предпосылки этого лежат на поверхности – удельное электронное сопротивление алюминия больше, чем у меди приблизительно в полтора раза, а большой вес меньше втрое.
При большенном сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения дюралевого проводника будет больше, чем у медного в полтора раза, и при всем этом дюралевый все равно будет вдвое легче медного. Для соединения проводов посреди иных способов используют пайку.
Способы спаивания
 Неувязкой при использовании дюралевых проводников является их резвое окисление. Пленка оксида оказывает существенное препятствие прохождению электронного тока при соединениях. Для этого скрутки дюралевых проводов пропаивают.
Неувязкой при использовании дюралевых проводников является их резвое окисление. Пленка оксида оказывает существенное препятствие прохождению электронного тока при соединениях. Для этого скрутки дюралевых проводов пропаивают.
Паять дюралевые провода в распределительной коробке можно, пользуясь паяльничком либо газовой горелкой. Использовать паяльничек труднее из-за невозможности буквально выполнить нагрев до нужной температуры. А для алюминия перегрев так же неприемлем, как и недогрев.

Сплав владеет большенный теплопроводимостью, и изоляция на большенном участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею длительно производить подготовку поверхности. Тем не наименее, конкретно горелку необходимо будет использовать, если нужно припаять какие-либо мощные детали друг к другу. В любом случае, при пайке дюралевых проводов нужна их подготовка.
Подготовительная обработка
 Сложность при пайке состоит в том, что сам алюминий является весьма легкоплавким материалом (660 ℃) и при неосмотрительном нагреве он может расплавиться.
Сложность при пайке состоит в том, что сам алюминий является весьма легкоплавким материалом (660 ℃) и при неосмотрительном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку дюралевых проводов, является резвое окисление на воздухе.
Окисная пленка на поверхности материала накрепко защищает алюминий от действия различных наружных причин, но она же препятствует адгезии припоя с материалом, и ее необходимо непременно удалять.
Механически снять пленку оксида в обыденных критериях фактически нереально. Материал мгновенно окисляется и покрывается новейшей пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед сиим необходимо прокалить до 200 ℃, чтоб удалить из него активный кислород, который может там находиться. Этот метод весьма неудобен в домашних критериях и трудоемок.
Потому концы дюралевых проводников нужно облудить перед пайкой. Внедрение канифоли либо большинства остальных флюсов не даст результата из-за высочайшей хим стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтоб облудить провода, нужно употреблять сразу особый флюс и механический метод.
Естественно же, созодать это нужно до того, как провода скручены, по другому механически очистить всю поверхность провода не получится. Лишь облуженные концы можно скрутить вместе и спаять.
Работа паяльничком
 Для того чтоб запаять алюминий паяльничком, существует несколько методов, сущность которых состоит в том, чтоб создавать чистку сходу под слоем флюса при конкретном контакте с расплавленным припоем.
Для того чтоб запаять алюминий паяльничком, существует несколько методов, сущность которых состоит в том, чтоб создавать чистку сходу под слоем флюса при конкретном контакте с расплавленным припоем.
1-ый метод состоит в том, что дюралевые проводники, перед тем как припаивать, зачищают жарким облуженным паяльничком, используя смесь канифоли и железных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сходу же очищенные участки покрываются припоем, который должен быть на жале паяльничка.
2-ой метод подразумевает зачистку дюралевого провода о наждачку средней зернистости конкретно под действием жаркого паяльничка с припоем и флюсом.
Газовой горелкой
 Обработка газовой горелкой делается, когда детали находятся в таком положении относительно друг дружку, при котором они будут эксплуатироваться. Обработка плавненько перебегает в сам процесс пайки.
Обработка газовой горелкой делается, когда детали находятся в таком положении относительно друг дружку, при котором они будут эксплуатироваться. Обработка плавненько перебегает в сам процесс пайки.
Происходит это последующим образом:
- горелкой греются поверхности дюралевых деталей;
- по достижению температуры, при которой сплав восстанавливается из оксида, пленка механически счищается;
- под действием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их нужно разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой разливается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые интенсивно растворяют оксидную пленку и защищают материал от предстоящего окисления.
Примерами таковых препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буковка А значит, что эти составы предусмотрены для пайки алюминия.



При использовании этих флюсов пайка дюралевых проводов существенно облегчается. Довольно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а позже, прогрев паяльничком либо горелкой, наложить припой.
Он разольется по всей поверхности проводов и отлично прилипнет, обеспечивая крепкое и электропроводное паяное соединение.
Индивидуальности пайки многожильных проводов
Многожильные провода нужно паять лишь с применением специального флюса, потому что механическая обработка их фактически невозможна. Разработка пайки различается тем, что любой проводок необходимо поначалу отлично обработать флюсом.
Для этого пучок придется раскрутить и распушить. Опосля обработки любой узкий проводок жилы покрывают припоем и скручивают жгут. Опосля этого делают скрутку 2-ух концов и пропаивают ее.
Можно ли соединять с медью
Часто появляются ситуации, когда нужно соединить дюралевый провод с медным. Это, пожалуй, единственный вариант, когда пайка не может употребляться.

Все дело в самом алюминии. Он совершенно не может припаиваться к иным сплавам из-за собственных физических и хим параметров. При соединении с медью впрямую, меж этими 2-мя активными сплавами возникает химическая коррозия, которая стремительно убьет соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то различный коэффициент температурного расширения металлов стремительно разрушит спаянный контакт. Ведь при прохождении тока через проводник, он обязательно будет греться, а опосля отключения – остывать.
Техника сохранности
Техника сохранности при пайке дюралевых проводов сводится к соблюдению общих мер предосторожности при работе с электронными нагревательными устройствами, с открытым пламенем и с брутальными жидкостями, примером которых могут стать флюсы.
Неприемлимо внедрение неисправных паяльничков с нарушенной изоляцией, с мощностью наиболее нужной.
Запрещается внедрение горелок поблизости легковозгораемых предметов. При работе в помещениях обязана быть верно организована принудительная вентиляция.
Трудности при спаивании проводов из алюминия
 Главный сложностью при спайке проводов из алюминия, как обозначено выше, является наличие оксидной пленки на поверхности сплава. Борьба с ней очень замедляет процесс пайки.
Главный сложностью при спайке проводов из алюминия, как обозначено выше, является наличие оксидной пленки на поверхности сплава. Борьба с ней очень замедляет процесс пайки.
А если учитывать, что провода из алюминия на данный момент употребляются в главном для прокладки внешной силовой проводки, становится естественным, что обыденным паяльничком и наждачкой в этом случае не обойтись. Для соединения таковых проводов все почаще применяется сварка.



























